
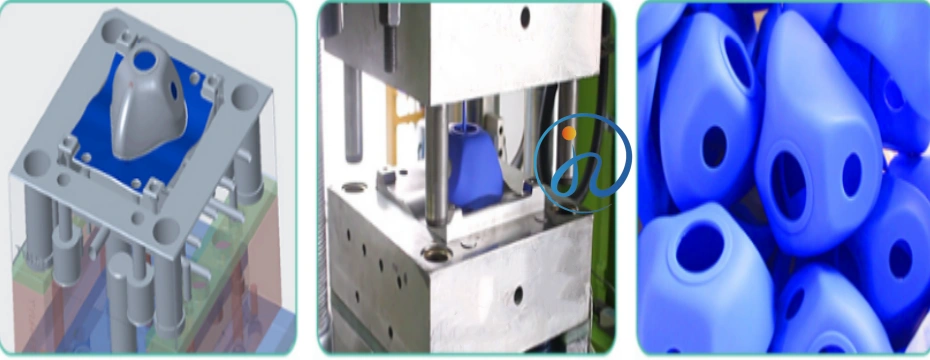
Liquid Silicone Rubber (LSR) has become one of the most important materials in modern manufacturing. Thanks to its excellent flexibility, durability, chemical resistance, and biocompatibility, LSR is used in industries such as medical devices, baby products, automotive systems, consumer electronics, and industrial equipment.
Many companies require custom LSR components designed specifically for their products. These parts may include seals, valves, medical components, baby bottle nipples, or precision silicone gaskets.

However, many buyers and product engineers ask the same question: How are LSR parts custom manufactured?
This guide explains the complete process of custom manufacturing LSR parts, from design and tooling to injection molding and final production.
What Are Custom Manufacture LSR Parts?
Custom LSR parts are silicone components produced using Liquid Silicone Rubber injection molding according to specific design requirements.
Unlike standard off-the-shelf silicone products, custom LSR parts are engineered to meet precise performance criteria, such as:
- High temperature resistance
- Medical-grade safety
- Flexible sealing performance
- Chemical resistance
- High precision tolerances
These components are typically manufactured using Liquid Injection Molding (LIM) technology, which enables high-precision and high-volume production.
Step 1: Product Design and Engineering
The first step in custom manufacturing LSR parts is product design.
Design engineers must consider both functional performance and manufacturability.
Important design factors include:
Wall Thickness
Uniform wall thickness ensures proper material flow and consistent curing during molding.
Recommended wall thickness for LSR parts:
- 0.5 mm – 4 mm for most products
Thin walls may cause filling problems, while thick walls increase cycle time.
Part Geometry
Complex shapes may require special mold designs.
Features such as:
- Undercuts
- Micro structures
- Thin ribs
- Soft sealing edges
must be carefully evaluated before mold development.
Tolerance Requirements
LSR injection molding is capable of achieving tight tolerances, but extremely high precision will increase tooling costs.
Typical tolerance range:
±0.02 mm – ±0.05 mm depending on part size and mold precision.
Material Selection
Selecting the correct LSR material grade is essential.
Common options include:
- Industrial grade silicone
- Food-grade silicone
- Medical-grade silicone
- High transparency silicone
- High temperature resistant silicone
Material properties such as hardness (Shore A), elasticity, and tear strength should match the product application.
Step 2: Prototyping and Design Validation
Before investing in production tooling, many manufacturers recommend creating prototypes.
Prototyping methods may include:
- CNC silicone machining
- 3D printed silicone prototypes
- Soft prototype molds
Prototypes help verify:
- Product design functionality
- Material performance
- Fit with other components
- Assembly compatibility
This step helps reduce risks and prevent costly design changes after mold production.
Step 3: LSR Mold Design
After the design is finalized, engineers begin developing the LSR injection mold.
Mold design is one of the most critical stages of the manufacturing process.
Key mold components include:
- Mold cavities
- Cold runner system
- Venting channels
- Ejection system
- Temperature control system
LSR molds are typically made from high precision steel to ensure durability and dimensional stability.
Multi-Cavity Mold Design
For mass production, molds often contain multiple cavities.
Advantages include:
- Increased production efficiency
- Lower per-part cost
- Consistent product quality
For example:
A 16-cavity mold can produce 16 parts in each molding cycle.
This significantly reduces manufacturing costs for large production runs.

Step 4: Liquid Silicone Injection Molding Process
Once the mold is ready, production begins using Liquid Injection Molding (LIM).
The LSR injection molding process includes several stages.
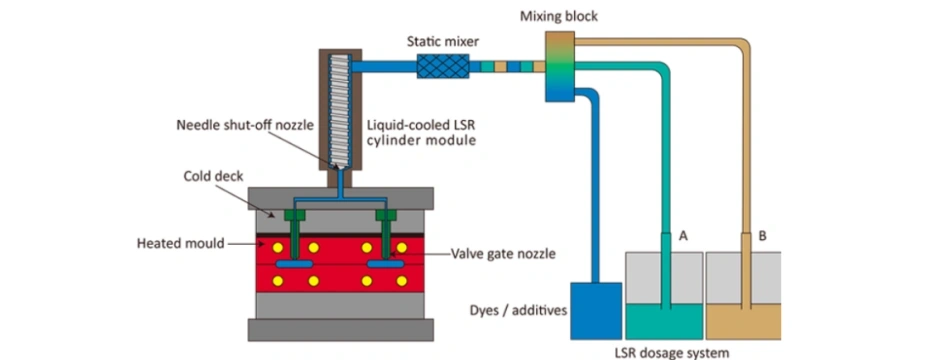
Material Preparation
Liquid silicone rubber consists of two components:
- Part A
- Part B
These materials are stored separately and mixed during the molding process.
A precision dosing system ensures the correct 1:1 mixing ratio.
Color pigments can also be added during this stage.
Injection Stage
The mixed LSR material is injected into the heated mold cavity.
Typical mold temperatures range from: 150°C – 200°C
The heat initiates a curing reaction that transforms the liquid silicone into a solid elastomer.
Curing Process
The curing process occurs inside the mold. Depending on part thickness, curing usually takes: 20 – 60 seconds. The cured silicone part retains excellent flexibility and durability.
Demolding
After curing, the mold opens and the part is removed. Advanced automation systems may use:
- Robotic pick-and-place systems
- Automatic demolding mechanisms
Automation improves efficiency and reduces contamination risks.
Step 5: Secondary Processing
Some LSR parts require additional processing after molding. Common secondary operations include:
Deflashing
Removing excess material along the mold parting line.
Surface Treatment
Applying coatings or treatments to enhance surface properties.
Printing or Marking
Logos, product labels, or batch numbers can be added through:
- Pad printing
- Laser marking
Assembly
Manufacture LSR parts may be assembled with other materials such as:
- Plastic housings
- Metal components
- Electronic parts
Integrated manufacturing services help reduce overall production costs.

Step 6: Quality Inspection
Quality control is critical for custom LSR components, especially for medical and food-grade applications.
Manufacturers typically perform several inspection processes. These include:
Dimensional Inspection
Measuring part dimensions using:
- Optical measurement systems
- Coordinate measuring machines (CMM)
Material Testing
Material tests may include:
- Hardness testing
- Tensile strength testing
- Compression set testing
Visual Inspection
Automated vision systems can detect:
- Surface defects
- Flash
- Air bubbles
- Contamination
Strict quality control ensures every part meets the required specifications.
Step 7: Packaging and Delivery
After inspection, LSR parts are packaged according to customer requirements.
For sensitive industries such as medical devices, manufacturers may provide:
- Cleanroom packaging
- Sterilized packaging
- Custom labeling
Products are then shipped to customers for final assembly or distribution.

Applications of Custom manufacture LSR Parts
Medical Devices
LSR is widely used in medical applications due to its biocompatibility.
Examples include:
- Respirator masks
- Catheter valves
- Medical seals
- Implantable components
Baby Care Products
Food-grade LSR is ideal for baby products because it is safe, flexible, and durable.
Examples include:
- Baby bottle nipples
- Pacifiers
- Feeding valves
- Silicone teething toys
Consumer Electronics
Electronics manufacturers use LSR components for sealing and protection.
Typical applications include:
- Waterproof seals
- Keypads
- Protective covers
Automotive Industry
LSR components can withstand extreme temperatures and harsh environments.
Common automotive uses include:
- Engine seals
- Electrical insulation parts
- Sensor protection components

Conclusion
Custom manufacture LSR parts involves several critical steps, including product design, prototyping, mold development, liquid injection molding, secondary processing, and quality inspection.
By working with an experienced LSR manufacturer, companies can ensure their products achieve the best balance between performance, reliability, and production efficiency.
As demand for high-precision silicone components continues to grow across industries such as medical devices, baby care, electronics, and automotive manufacturing, custom LSR solutions will remain a key technology for modern product development.



