
Introduction
Precision liquid silicone rubber (LSR) injection molding has demonstrated its capability to produce complicated and precise devices in numerous industries throughout the years. However, the LSR technique is not a flawless procedure and may also be subjected to problems encountered during the flash and burr formation. Flash stands for that part of the material that is spilled out of the molding machine intended for closing the molding cavity, while burrs are bumps or projections that the molding machine should not have created. These flaws not only trim the quality of the part and worsen its beauty but also cause problems such as delays and losses due to retries. This article is centered on the analysis of streamlined strategies for the prevention of flash and burrs in LSR injection molding. The main objective is to identify ways in which the mold is designed well to prevent those problems.
Definition and Causes
Flash: When LSR material gets beyond the boundaries of the intended mold cavity, it ignifies the parting line, resulting in flash, also known as flash, which is designated as flash. Such situations have multiple reasons, among which are insufficient core force, misalignment of mold, high injection pressure, or tender venting.
Burrs: Burr refers to a small, undesired combination of newer projections that usually develops at the edges or adds new details to the molded part. The origin of orburrs can be traced to insufficient drafting, excessive injection speed, or deviations in the mold.
Key Factors Influencing Flash and Burrs in LSR Injection Molding
Through my work experience in LSR injection molding process, I’ve been in contact with various difficult and challenging situations, especially those projects’ flashes and burrs, which will show up during mold design. It’s important for you to know things that will influence the formation of ripples and burrs if you want to live longer. The earlier mold layout step in which producers can utilize the LSR technique will offer more opportunities to correct problems and result in the manufacturing of better LSR products.
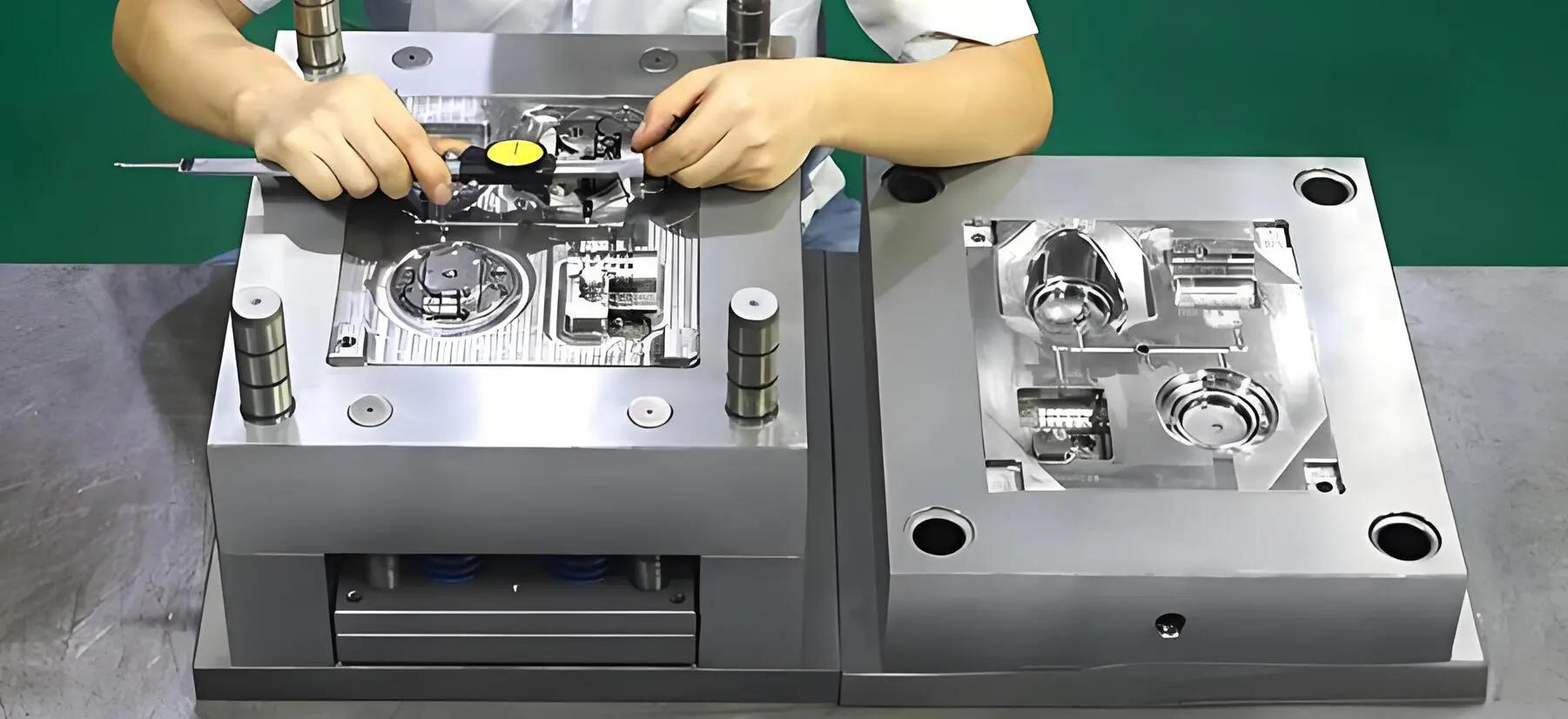
The design of the mold is certainly one of the most influential factors leading to visual defects such as flash and burrs in LSR and injection molding. The format of the mould, including the parting traces, gate locations, and venting systems, plays an essential role in minimizing flash formation and burrs. Moreover, material choice, mildew temperature, injection velocity, stress settings, and ejector pin design all contribute to the general greatness of LSR elements.
| Key factors Influencing Flash and Burrs in LSR Injection Molding |
|
1. Mold design |
|
2. Material choice |
|
3. Mold Temperature |
|
4. Injection speed and stress |
|
5. Venting structures |
|
6. Gate vicinity and size |
|
7. Ejector Pin layout |
By taking into account principal forces and putting into practice correct mold-filling guidelines, suppliers can efficiently prevent flies or burrs formation in LSR injection molding. This to-aim-at technique combines an increase in the quality of the produced parts with the full efficiency of the manufacturing methods.
Material Selection for Minimizing Flash Formation
To eliminate flash and burrs, bettering the design of the LSR mold is indispensable, among which particle selection is decisive. Liquid Silicone Rubber (LSR) materials of reduced viscosity are listed among the ways for attenuating flash formation. The cell of these adhesives is much heavier than other substances that you might use, so the cloth feeding is not going to drop and create spotty extra cloth on the parting line.
Furthermore, being able to choose the tear power of the material to a higher standard improves the burr production process by ensuring that the formed parts separate cleanly from the mould without any unwanted residues remaining.
Along with the silicone agents, especially the additives, they can provide a great chance of preventing sparks and burns. Anti-flash components can in fact help to lower the cloth’s anxiety about giving a pest a flash because they stick to the surface very likely. Besides, the mildew release pushers can be elite to hinder cattlepens by unboundedness, a borderline between the capital and the mildew, taking into consideration the simpler embarking spaces.
This compression set can be minimized by materials with lower compression, which leads to fewer spotted formations. The compression set refers to the tendency of the fabric to stay in its compressed position over a period of time while the garment is being molded, and the lower the compression set is, the less likely the substance is to deform by generating flashing and burr issues.By carefully considering the residences of the LSR materials utilized in injection molding and choosing the ones that can be in particular designed to minimize flash formation, manufacturers can appreciably improve the fineness of their molded elements and decrease the need for post-processing to do away with unwanted flash and burrs.
Designing Mold Parting Lines to Prevent Burrs
On the subject of preventing flash and burrs in LSR injection molding during mould design, one critical component to bear in mind is the layout of the mildew parting traces. Properly designed parting strains can help reduce the formation of flash and burrs, ensuring extraordinary finished products. Here are some key points to keep in mind:
- Make sure that the parting line is well-described and tightly sealed to prevent any cloth leakage at some point in the injection technique.
- Choose a straight parting line design on every occasion feasible to simplify the molding method and decrease the chances of flash formation.
- Include functions that include close-off surfaces and interlocks to keep unique alignment among mildew halves and prevent flash and burrs.
|
Layout Concerns |
Advantages |
| Right alignment of mould halves | Reduces the threat of flash and bursts |
| Use of shut-off surfaces | Prevents material leakage and ensures clean parting traces |
| Instantly parting line design | Simplifies the molding process and minimizes flash formation |
By paying close attention to the layout of mold parting traces and incorporating those key issues, you could correctly save flash and burrs in LSR injection molding, leading to constant and tremendous very last merchandise.
The Role of Mold Temperature in Reducing Flash
A key part of this prevention method is ensuring appropriate molding temperatures as part of the design process. Having the right temperature during all three steps of molding without the need for flash formation becomes very indispensable to making such imperfections. Here are a few key factors to remember: Here are a few key factors to remember:
1. Uniform Temperature Distribution: among the others, this could be achieved by the temperature of the heating systems being uniform across all the molds and inserts; hence, no variations resulting in a flash can be obtained. The use of temperature control devices, including water or oil flow, to prevent exceeding a temperature that might be harmful to the product is also possible.
2. Cooling Charge: of course, it is crucial for the cooling price to go low so we can produce the sharpest pictures and every detail and colour will be seen. Differential shrinkage could be develop during the fast cooling, depending on the main-to-part geometry, while when the cooling is fast, it can lead to flash formation The refrigerant charge setting has to be changeable and the values should be adjusted every time according to the design and chemistry of materials in order to reduce flash.
3. Ideal Temperature Settings: knowing that the LSR absolute of the fabric being used is an essential fact for selecting temperature of the mould is critical. Go to fabric suppliers and carry out temperature sensitivity tests to identify the optimum temperature spectrum, varying from minimizing shrinkage to flash.
4. Thermal Insulation: the correct insulation of the mold means that you will have stability of the temperature as well as the ability to save fluctuations, which are the likely causes of the flash formation. use of thermal insulators and means can be employed to effect comfortable household mould temperatures.
Alongside monitoring mould temperature and integrating techniques that prevent flash and burrs, flashless injection molding of LSR materials is also achievable, which in turn results in remarkable parts with high-caliber performance that are more than satisfactory to the users.

Optimal Injection Speed and Pressure Settings
In terms of preventing flash and burrs in LSR injection molding in the course of mold layout, one key element to remember is the best injection pace and stress settings. Those settings play a crucial role in ensuring that the fabric is injected into the mold cavity efficiently and without causing any excess fabric to leak out and form flashes or burrs.
|
Injection Pace |
Stress Settings |
| high injection speeds can lead to turbulence and extra cloth go with the flow, inflicting flash formation. | proper strain settings are critical to ensuring that the fabric fills the mold hollow space absolutely with out inflicting overpacking or underpacking. |
| Low injection speeds may also bring about incomplete filling of the mildew hollow space, leading to component defects. | Adjusting the pressure settings based totally on the cloth viscosity and mould design can help save you flash and burrs. |
It is vital to optimize the injection velocity and strain settings based at the unique necessities of the LSR cloth being used and the design of the mildew. Running intently with cloth suppliers and undertaking thorough checking out can help determine appropriate injection parameters to decrease the risk of flash and burrs in the very last molded parts.
Importance of Venting in LSR Molding Molds
Proper venting is vital in LSR injection molding to save flash and burrs throughout the mould layout segment. Venting permits air and gases to get away from the mold cavity because the liquid silicone cloth is injected, ensuring that the material flows smoothly and evenly at some point of the mold. With out good enough venting, trapped air can cause strain build-up, leading to flash formation and burrs at the very last product.
Throughout the mildew design technique, it is essential to contain vent channels strategically to facilitate the breakout of air and gases. Those channels should be positioned at the very best points within the mold cavity to ensure that air may be effectively expelled at some point of the injection process. Moreover, the dimensions and placement of venting channels ought to be carefully calculated to prevent material leakage while keeping in mind efficient venting.
Furthermore, the vent intensity ought to be optimized to prevent flash formation. Shallow vents won’t offer enough space for air to escape, while deep vents can result in material leakage. With the aid of working intently with mould designers and engineers, it is possible to determine the top-quality vent intensity for every specific mould design, considering factors such as material viscosity and injection strain.
Everyday renovation of venting channels is likewise vital to ensure consistent mildew overall performance. Through the years, vents can turn out to be clogged with particles or residue from the molding process, impeding airflow and causing troubles consisting of flash and burrs. By incorporating a protection timetable that consists of cleaning and inspecting venting channels, producers can prolong the existence of their molds and prevent pleasant defects in LSR injection molding.
Techniques for Precise Gate Location and Size
One vital component of preventing flash and burrs in LSR injection molding at some stage in mould layout is the perfect area and size of the gate. The gate is where the molten liquid silicone rubber enters the mold hollow space, and its layout plays a large role inside the final product. Here are some strategies to make certain the gate region and length are greatest:
|
Approach |
Description |
|
Gate region |
area the gate on the thickest part of the mould to ensure proper filling without causing excessive strain that could cause flash formation. |
|
Gate size |
ensure the gate length is good enough to permit the easy float of the LSR cloth into the hollow space without growing turbulence or air entrapment. |
|
Round Gate layout |
Recall the use of a spherical gate layout to decrease shear stress at the fabric; that may help reduce the probability of flash and burrs. |
By imposing these techniques and carefully considering the gate region and size for the duration of mould design, you may successfully prevent flash and burrs in LSR injection molding, resulting in exquisitely completed merchandise.
Implementing Proper Ejector Pin Design
Concerning stopping flash and burrs in LSR injection molding for the duration of mold design, the right layout and implementation of ejector pins play a crucial role. Ejector pins are used to push the completed element out of the mold cavity as soon as the injection molding method is complete. Improperly designed ejector pins can result in problems such as flash formation and burrs at the very end of the product. Here are some key elements to remember while implementing ejector pin design:
- Proper size and site: Ejector pins ought to be sized and placed strategically to make certain they effectively push the part out of the mold without causing any harm or deformation. Right sizing and placement can help limit the threat of flash formation in the course of ejection.
- Clean surface end: it is critical to make sure that the surface end of the ejector pins is easy to save you any extra friction throughout ejection. A smooth floor end can help lessen the chance of flash and burrs on the very last product.
- Ordinary protection: the ordinary preservation of ejector pins is critical to ensuring their proper functioning and durability. Everyday preservation can help save you from issues including wear and tear, which can contribute to flash formation and burrs.
Through implementing proper ejector pin design and considering those key elements, you may effectively prevent flash and burrs in LSR injection molding through mould design. The right ejector pin layout is essential for achieving first-rate, illness-free components in the manufacturing procedure.
The Benefits of Using Anti-Flash Coatings on Molds
Regarding stopping flash and burrs in LSR injection molding at some point in mold layout, the use of anti-flash coatings can play a great role in enhancing the overall quality of the final product. These coatings are in particular designed to reduce the occurrence of flash and burrs by developing a barrier between the mold floor and the injected cloth. Right here are a few key benefits of incorporating anti-flash coatings into your mildew design:
|
Blessings of Anti-Flash Coatings |
| 1. Step forward element excellent: Anti-flash coatings help in reaching cleanser element finishes by minimizing flash and burr formation. |
| 2. greater mildew sturdiness: these coatings can defend the mildew surface from wear and tear caused by repeated molding cycles. |
| 3. reduced renovation: with the aid of stopping flash and burrs, anti-flash coatings can reduce the need for frequent mould preservation and cleansing. |
| 4. price-powerful answer: even as initial investment in anti-flash coatings can be required, the long-term advantages in terms of improved component quality and reduced downtime make it a cost-powerful desire. |
Typically, the use of anti-flash coatings on molds can contribute substantially to the fulfillment of your LSR injection molding system with the aid of making sure regular elements are excellent, prolonging mould lifestyles, and lowering production costs associated with mildew upkeep.
Regular Maintenance Practices for Long-Term Mold Performance
The ultimate outcome of proper processing of sprues, the key to overall performance, and the prevention of such problems as flashes and burrs in LSR injection molding must be properly handled. Here are a few key practices to comply with:Here are a few key practices to comply with:
- Regular cleaning: remove any contamination before a new process to ensure that we preserve the mold. It simply implies either the prevention of infection or making use of the standards to check the quality of production of the required components.
- Inspections: A meticulous starter is checked daily for any evidence of damage, such as signs, defects, or buildup. An indirect approach will only lead to flashes and sticking, so deal with problems straight away.
- Lubrication: owing to lubricating the transferring elements of the pulley to decrease friction and overloading of it. With this mechanism, it will be possible to keep an accurate joint line and not leave sprue.
- Storage: store molds in a clean and dry place to prevent them from rusting and corroding With the condition of the garage correctly observed, it will definitely lengthen the life span of the mold and retard its disintegration.
- Documentation: save statistics of maintenance, such as reports of maintenance activity, inspections, and complications in order. These data-sets can be used to create a framework from which things like preservation practices could be enhanced over time.
Through these ordinary maintenance service programs, you can guarantee that your molds will function properly across the board and keep flash and burrs out of the LSR injection molding.
Conclusion
The proper approach of preventing flash and burrs in LSR injection molding involves the integration of a molding design, tooling technology, and process optimization. Through process design and treatment of mold surface, manufacturers can eliminate the degree and frequency of surface defects developed during machining the well-resulted LSR parts. Investing in technological advancement to provide precise tooling and to work with high-end techniques leads to the quality of the parts, speediness of production, and overall affordability. A well-organized production process with meticulous attention to details and continuous improvement of the processes brings the manufacturers to an exceptional level of LSR molding, and flash and burn problems will be rare.
FAQs on Preventing Flash and Burrs in LSR Injection Molding
1. What are the key factors influencing flash and burrs in LSR injection molding?
The key factors influencing flash and burrs in LSR injection molding include mold design, material selection, mold temperature, injection speed and pressure settings, venting systems, gate location and size, and ejector pin design.
2. How can material selection help minimize flash formation in LSR injection molding?
Selecting Liquid Silicone Rubber (LSR) materials with lower viscosity, higher tear strength, specific additives for anti-flash properties, and lower compression set can help minimize flash formation in LSR injection molding.
3. What role does mold temperature play in reducing flash in LSR injection molding?
Maintaining uniform temperature distribution, controlling the cooling rate, setting optimal temperature levels, and ensuring proper thermal insulation can help reduce flash formation in LSR injection molding.
4. How can optimal injection speed and pressure settings prevent flash and burrs in LSR injection molding?
Optimizing injection speed and pressure settings based on material viscosity and mold design can ensure efficient material filling without causing excess material flow that leads to flash formation or burrs.
5. Why is proper venting important in LSR injection molding molds?
Proper venting allows air and gases to escape during the injection process, preventing pressure buildup that can lead to flash formation and burrs. Strategic vent channel placement and maintenance are essential for effective venting.
6. What techniques can be used for precise gate location and size in LSR injection molding?
Placing the gate at the thickest part of the mold, ensuring adequate gate size for smooth material flow, and considering round gate designs to minimize shear stress can help prevent flash and burrs in LSR injection molding.
7. How does proper ejector pin design contribute to preventing flash and burrs in LSR injection molding?
Proper sizing, placement, and maintenance of ejector pins can help ensure clean part ejection without causing damage or deformation, reducing the risk of flash formation and burrs in LSR injection molding.
8. What are the benefits of using anti-flash coatings on molds in LSR injection molding?
Anti-flash coatings improve part quality, enhance mold durability, reduce maintenance needs, and offer a cost-effective solution for preventing flash and burrs in LSR injection molding.
9. What regular maintenance practices are recommended for long-term mold performance in LSR injection molding?
Regular cleaning, inspections, lubrication, proper storage, and documentation of maintenance activities are key practices to follow for ensuring long-term mold performance and minimizing flash and burrs in LSR injection molding.
Reference:
- From Quora, Why do injection molded products have burrs?
- From Xometry, Injection Molding Defects and How to Prevent Them, By Gracija Nikolovska, March 8, 2022
- From Quara, What is the problem of injection molding products with burrs?
- From Plastics Technology, Are Your Sprue or Parts Sticking? Here Are Some Solutions, By John Bozzelli, Updated 7/18/2022 Published 7/28/2014



