
A 16 cavities baby nipple mold is commonly used for high-volume production, allowing manufacturers to achieve stable output while maintaining consistent quality. However, producing a multi-cavity LSR mold involves advanced engineering knowledge, precision machining, and strict validation processes.

This article explains the complete process step by step — from concept design to mass production.
1. Understanding Baby Nipple Mold Requirements
Before mold production begins, engineers must clearly define product requirements.
Baby nipples are typically manufactured using Liquid Silicone Rubber (LSR) because of:
- Excellent biocompatibility
- High transparency
- Heat resistance
- Tear strength
- BPA-free safety compliance
Many international baby brands require compliance with regulatory standards monitored by organizations such as the U.S. Food and Drug Administration and manufacturing systems aligned with International Organization for Standardization quality frameworks.
Key Technical Requirements
A 16 cavities mold must ensure:
- Identical flow balance across cavities
- Zero contamination risk
- Stable demolding performance
- Minimal flash formation
- Long tooling life cycle
Because silicone nipples contain thin membranes and vent holes, tolerance control is extremely strict.
2. Product Design Analysis Before Mold Manufacturing
Mold success begins with product engineering. Manufacturers usually conduct:
- 3D CAD modeling
- Mold flow analysis
- Draft angle verification
- Parting line optimization
Common nipple design challenges include:
- Ultra thin tip sections
- Air ventilation holes
- Soft deformation risk
Simulation software helps determine how silicone flows and cures inside the cavity.
Mold Flow Simulation Goals
Engineers analyze:
- Injection pressure distribution
- Air trapping risks
- Temperature uniformity
- Filling time differences between cavities
Without simulation, a 16 cavity mold may produce inconsistent parts.
3. Selecting LSR Material Suppliers
Material quality directly affects mold performance. Global silicone material suppliers commonly used include:
- Dow
- Wacker Chemie AG
These suppliers provide:
- Food grade LSR
- Medical grade LSR
- High tear resistance silicone
Material viscosity and curing speed influence gate design and runner layout.
Important LSR Parameters
Engineers evaluate:
- Platinum curing system compatibility
- Shore hardness (20A–50A typical)
- Transparency requirements
- Compression set performance

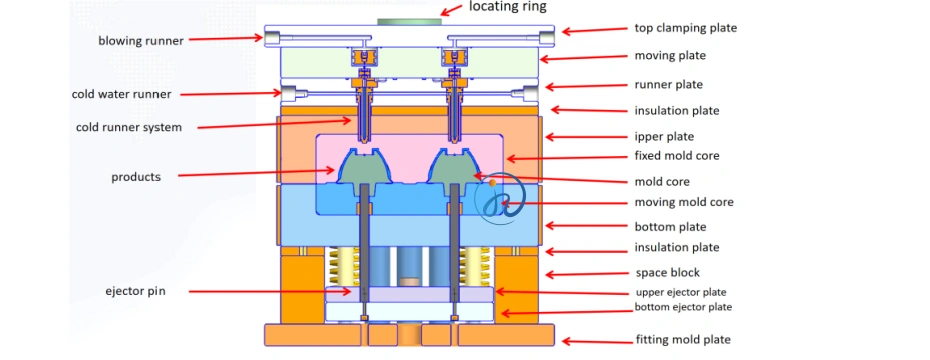
4, Designing the 16 Cavities Mold Layout
Layout Engineering Considerations. A balanced layout ensures equal filling. Common configurations include:
- 4 × 4 symmetrical distribution
- Central hot runner feeding system
Key factors:
- Equal runner length
- Symmetrical pressure distribution
- Thermal balance
If runner imbalance occurs:
- Some nipples cure faster
- Others remain underfilled.
5. Hot Runner System Design for LSR
LSR molding differs significantly from thermoplastics. LSR requires:
- Cold runner or valve gate system
- Precise temperature separation
Why Cold Runner Matters. LSR begins curing once heated. Cold runner advantages:
- Reduces material waste
- Prevents premature curing
- Maintains viscosity.
Valve gating is often used for baby nipple molds because it minimizes flash and improves precision.
6. Mold Steel Selection and Surface Treatment
Choosing mold steel determines durability and hygiene safety. Common steel grades:
- S136 stainless steel
Baby products require corrosion resistance because:
- Silicone additives may react chemically.
- Cleaning cycles involve chemicals.
Surface Treatment Options
Manufacturers may apply:
- Mirror polishing (SPI A1 finish)
- Chrome plating
- DLC coating
Mirror polishing is essential for transparent nipples.
7. Precision CNC Machining and EDM Processing
Machining is the most time-consuming stage. Key Machining Processes
- CNC Milling
- Wire Cutting
- EDM Burning
- Grinding
Baby nipple molds require micron-level accuracy. Typical tolerance:
- ±0.01mm or tighter.
Electrodes used in EDM must be precisely manufactured because even tiny deviations change nipple thickness.

8. Venting System Engineering
Air evacuation is critical. LSR traps air easily because of low viscosity.
Without proper venting:
- Bubble defects occur.
- Burn marks appear.
Venting Techniques Engineers design: Micro vents. Vacuum systems.
Vacuum molding is common in medical-grade nipple production.
Benefits include: Better transparency. Reduced contamination.
9. Temperature Control System
Silicone curing depends heavily on temperature uniformity.
Typical curing temperature: 160°C–180°C.
The mold includes: Cartridge heaters and Thermal sensors.
Uniform heating ensures identical curing across all 16 cavities.
Poor thermal control leads to: Uneven hardness. Dimensional deviation.
10. Automatic Demolding System
Baby nipples are soft and flexible. Manual removal damages productivity.
Automation Options
Manufacturers use:
- Vacuum pick-and-place robots
- Air ejection systems
- Stripping plates
Automation improves:
- Hygiene standards.
- Cycle time stability.
Especially for baby products, minimizing human contact reduces contamination risk.

11. Mold Assembly and Fitting
Assembly determines real performance. Experienced mold technicians adjust:
- Core alignment
- Parting surfaces
- Gate sealing.
Blue matching inspection ensures proper contact surfaces. If alignment is incorrect:
- Flash appears immediately.
13. Quality Control and Validation
Baby nipple molds often require validation documentation.
Typical inspection:
- CMM measurement.
- Hardness testing.
- Life cycle testing.
Quality systems aligned with ISO frameworks help ensure repeatability.
Documentation includes:
- Mold material certificates.
- Heat treatment reports.
- Surface roughness inspection.

14. Production Efficiency Optimization
A 16 cavities mold significantly improves productivity.
Typical cycle time:
- 25–40 seconds.
Output example:
- Over 30,000 nipples daily (depending on machine size).
Optimization includes:
- Faster curing LSR.
- Automated trimming systems.
- Stable vacuum control.
15. Maintenance and Mold Life Cycle
Regular maintenance extends tooling life.
Recommended maintenance:
- Weekly cleaning.
- Heater inspection.
- Vent cleaning.
High-quality molds may reach:
- 1 million+ cycles.
16. Choosing the Right Manufacturing Partner
When outsourcing mold production, evaluate:
- LSR experience.
- Baby product project history.
- Cleanroom molding capability.
Ask suppliers:
- Do they support DFM analysis?
- Can they provide mold flow simulation?
- Do they support automation integration?
Experienced partners reduce risk significantly.
Conclusion
Producing a 16 cavities baby nipple mold requires far more than machining skills. It combines advanced mold flow engineering, cold runner technology, precision machining, temperature control, and strict quality validation.
From material selection to automated demolding systems, every detail influences product safety and production efficiency. Manufacturers who invest in proper simulation, high-grade steel, balanced runner design, and experienced mold assembly teams can achieve long mold life and consistent baby product quality.
As global demand for silicone baby feeding products continues growing, mastering multi-cavity LSR tooling technology has become a key competitive advantage for injection molding factories.



