
The answer is the product must be fully made from soft, biocompatible silicone and manufactured under clean room conditions, following CE, FDA, ISO 13485 and ISO 9001 standards. The device is entirely need to be manufactured from soft medical-grade silicone (LSR – Liquid Silicone Rubber), ensuring biocompatibility and hypoallergenic properties. It is designed for direct contact with the body and complies with the highest safety and hygiene standards.
Medical-grade silicone has revolutionized modern healthcare, especially in producing safe, reliable, and biocompatible devices. Among the various forms of silicone, Liquid Silicone Rubber (LSR) is the most advanced, offering superior performance, precision, and safety for medical applications such as catheters, seals, respiratory masks, and menstrual cups.
This article explores the complete process of producing medical-grade silicone devices using LSR, from raw material selection to manufacturing and quality assurance.
1. Understanding Medical-Grade LSR
1.1 What is Liquid Silicone Rubber (LSR)?
Liquid Silicone Rubber is a high-purity, two-part platinum-cured silicone with low viscosity, enabling it to be injection molded into complex shapes with tight tolerances.
1.2 Why Medical-Grade?
Medical-grade LSR:
-
Meets USP Class VI, ISO 10993 or FDA 21 CFR 177.2600 standards
-
Is biocompatible, non-cytotoxic, and hypoallergenic
-
Withstands autoclaving, gamma radiation, or ETO sterilization
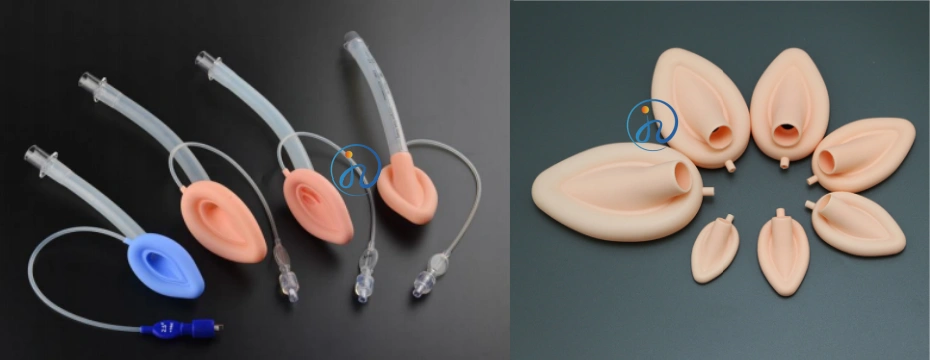
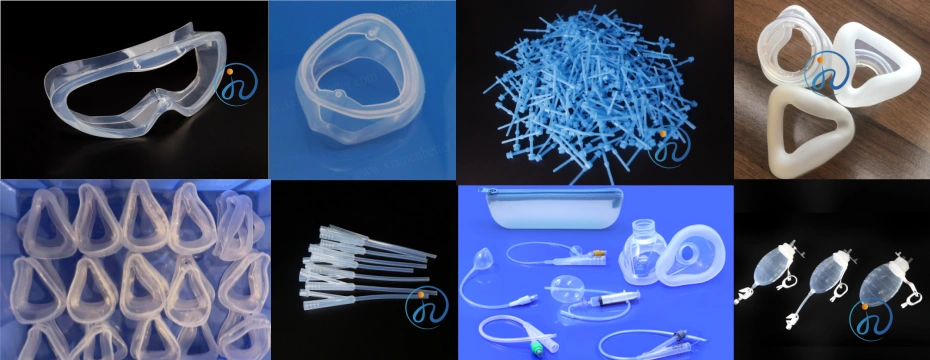
2. Applications of Medical-Grade LSR Devices
Some common applications include:
-
Implants and prosthetics
-
Surgical instruments and seals
-
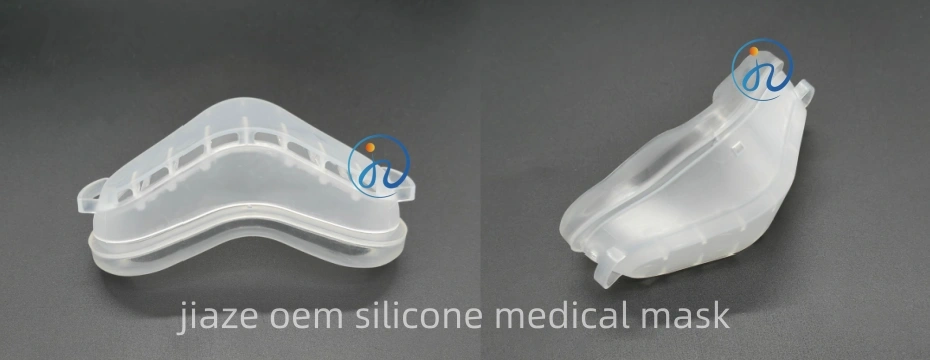
Respiratory masks and anesthesia components
-
Menstrual cups, baby bottle nipples, and teething rings
-
Tubing and gaskets for fluid transfer
3. Raw Material Selection
3.1 Choosing the Right LSR Grade
Key selection factors:
-
Hardness (Shore A scale): Soft grades (20A–40A) for comfort items, harder grades (50A+) for structural parts
-
Transparency or pigmentation requirements
-
Sterilization compatibility
-
Mechanical properties (tear strength, elongation, etc.)
3.2 Medical Certifications
Ensure the material is certified for:
-
Biocompatibility (ISO 10993)
-
Sterilization validation
-
Regulatory approval (FDA, EU MDR)
Major suppliers: Dow, Momentive, Wacker, Elkem, NuSil
4. Designing for LSR Molding
4.1 Design Considerations
Designing for LSR molding differs from thermoplastics:
-
Uniform wall thickness to prevent voids
-
Avoid sharp corners to reduce stress concentration
-
Include draft angles for easy part release
-
Venting for gas escape during cure
4.2 Prototyping
-
3D printing with LSR-like materials or
-
Low-volume aluminum molds for testing
5. The LSR Injection Molding Process for silicone device
5.1 Overview of the Process
LSR molding is a fully automated, closed-loop, and cleanroom-compatible process involving:
-
Material Feeding
Two components (Part A and B) are pumped at a 1:1 ratio from drums to a static mixer, often with pigments or additives. -
Injection Molding
Mixed LSR is injected into a heated mold at low pressure. The heat triggers fast vulcanization (cure), solidifying the part. -
Curing
Cure times range from 10–60 seconds depending on part size, mold temp (typically 150–180°C), and silicone formulation. -
Demolding
Parts are automatically or manually ejected using robotic arms or air jets.
5.2 Equipment Used
-
LSR injection molding machine
-
Metering pump
-
Heated mold (steel or aluminum)
-
Mixing and coloring systems
-
Automation for part removal

6. Cleanroom Manufacturing & Hygiene
6.1 ISO Class Cleanrooms
Medical LSR devices must often be molded in:
-
ISO Class 7 or 8 cleanrooms
-
To reduce risk of particulate or microbial contamination
6.2 Personnel & Equipment Hygiene
-
Strict gowning protocols
-
Use of cleanroom-compatible lubricants, mold releases, and cleaning agents
-
Regular surface and air monitoring
7. Post-Molding Operations
7.1 Trimming and Deflashing
-
Manual trimming
-
Cryogenic deflashing (using liquid nitrogen)
-
Precision laser trimming (for micro-components)
7.2 Post-Curing
Some applications require:
-
Post-curing in ovens (2–4 hrs. at 200°C) to drive out residual volatiles and enhance properties.
7.3 Assembly
-
Bonding LSR to plastics or metals
-
Using plasma treatment, adhesives, or insert molding
7.4 Packaging
-
Medical-grade, sterile packaging
-
Labeling in compliance with UDI and traceability regulations

8. Sterilization Methods
Common Methods:
-
Steam Autoclaving: Suitable for most LSR parts
-
Gamma Radiation: Effective, may alter mechanical properties
-
Ethylene Oxide (ETO): Low-temp, compatible with most devices
Each method must be validated for sterility assurance level (SAL) and material stability.
9. Quality Control and Testing of medical-grade silicone device
9.1 Dimensional Inspection
-
2D/3D optical measurement systems
-
Coordinate measuring machines (CMMs)
9.2 Mechanical Testing
-
Tensile strength, tear resistance, elongation
-
Compression set, hardness (Shore A)
9.3 Biocompatibility Testing
-
In vitro cytotoxicity
-
Skin irritation/sensitization tests (ISO 10993)
9.4 Documentation and Traceability
-
Full batch records
-
Material certifications
-
Device history records (DHR)

10. Regulatory Compliance
10.1 U.S. FDA Requirements
-
Devices must comply with 21 CFR Part 820 (QSR)
-
Use FDA Master Access Files (MAF) for silicone materials
10.2 EU MDR (Europe)
-
CE marking
-
Clinical evaluation reports and risk analysis
10.3 ISO Certifications
-
ISO 13485: Quality Management System for Medical Devices
-
ISO 10993: Biocompatibility testing
Conclusion
The production of medical-grade silicone device using LSR is a precise, highly controlled process that requires expertise in material science, molding technology, and regulatory compliance. With the right setup, manufacturers can create durable, biocompatible, and innovative medical devices that meet the highest standards of patient safety.
As demand for silicone-based healthcare products grows, understanding the full production workflow — from raw material selection to post-processing and validation — is essential for success in this competitive field.



