
The Liquid Injection Molding process (LIM) is a highly automated manufacturing method used to produce precision elastomer parts, especially from Liquid Silicone Rubber (LSR). This process is widely used in medical, automotive, electronics, and consumer industries due to its consistency, high efficiency, and ability to create complex geometries.
If you are a product designer, engineer, or procurement manager evaluating silicone solutions, understanding the Liquid Injection Molding process will help you make better decisions in cost control, material selection, and mass production.
What Is Liquid Injection Molding Process?
Liquid Injection Molding (LIM) is a manufacturing technique where two-part liquid silicone rubber is mixed, injected into a heated mold cavity, cured, and then ejected as a finished elastomer component.
Unlike traditional compression molding, the Liquid Injection Molding process is:
- Fully automated
- High precision
- Low material waste
- Ideal for high-volume production
The most commonly processed material is Liquid Silicone Rubber (LSR), a thermoset elastomer known for flexibility, heat resistance, and biocompatibility.
Materials Used in Liquid Injection Molding
Liquid Silicone Rubber (LSR)
The primary material in the Liquid Injection Molding process is Liquid Silicone Rubber (LSR). LSR is a two-component platinum-cured elastomer supplied in separate containers (Part A and Part B).
Key Properties of LSR:
- Excellent thermal stability (-50°C to 200°C)
- High transparency
- Biocompatible (medical grades available)
- Low compression set
- UV and chemical resistance
- FDA and ISO 10993 compliant grades available
Other liquid elastomers such as fluorosilicone (F-LSR) can also be processed using similar technology.

Step-by-Step Liquid Injection Molding Process
Understanding each stage of the Liquid Injection Molding process is crucial for optimizing product design and cost.
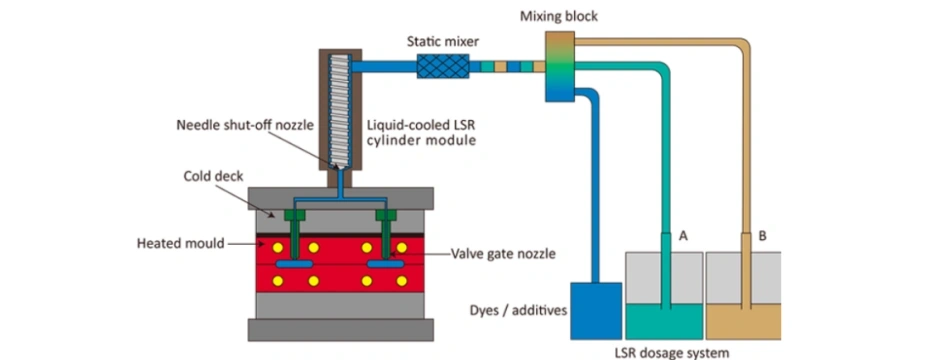
Metering & Mixing
- Part A and Part B are stored in 20L or 200L drums.
- A precision pumping system meters both components at a 1:1 ratio.
- The materials are mixed in a static mixer.
- Pigments or additives can be injected during mixing.
Accuracy at this stage ensures consistent curing and mechanical properties.
Injection Into Heated Mold
- The mixed silicone is injected into a closed, heated mold.
- Mold temperature typically ranges from 160°C to 200°C.
- Injection pressure ensures complete cavity filling.
Because LSR has low viscosity, it flows easily into complex and micro-feature molds.
3. Curing (Vulcanization)
The platinum-catalyzed reaction begins once the material contacts the heated mold surface.
Curing time varies depending on:
- Part thickness
- Mold temperature
- Material grade
Typical curing cycles range from 20 seconds to 2 minutes.
4,Demolding
- Parts are automatically ejected.
- Robotic systems are commonly used.
- Flash is minimal due to high-precision mold design.
This automation makes Liquid Injection Molding ideal for cleanroom environments.
Advantages of the Liquid Injection Molding Process
1. High Production Efficiency
- Fully automated systems
- Short cycle times
- Multi-cavity molds (16–128 cavities possible)
2. Precision & Tight Tolerances
Typical tolerances:
- ±0.05 mm achievable for precision parts
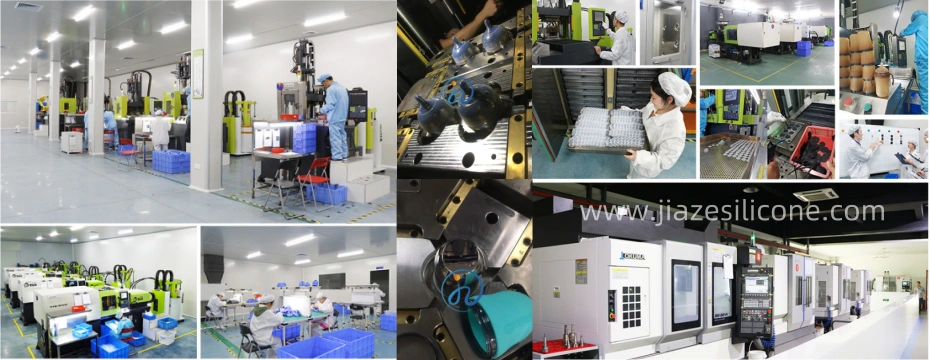
3. Cleanroom Compatibility
LIM is widely used for:
- Medical implants
- Baby products
- Respiratory components
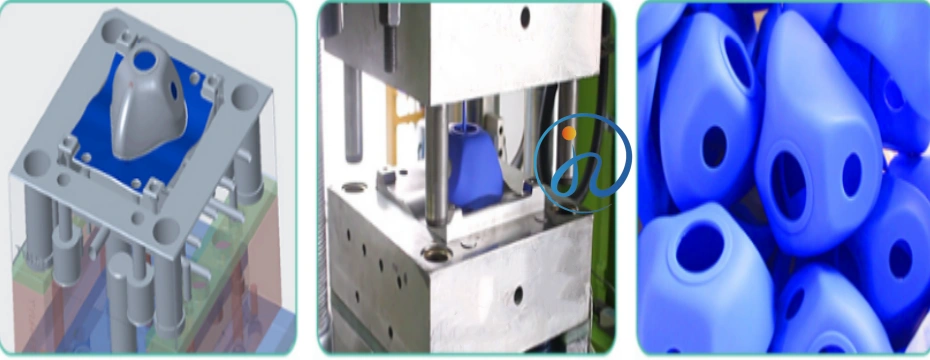
4. Complex Geometry Capability
LSR’s low viscosity allows:
- Thin walls (<0.5 mm)
- Micro features
- Overmolding on plastic or metal inserts
5. Reduced Waste
Cold runner systems minimize material scrap.
Design Guidelines for Liquid Injection Molding
To optimize the Liquid Injection Molding process, designers should consider:
1. Uniform Wall Thickness
Avoid thick-to-thin transitions to reduce curing inconsistency.
2. Draft Angles
Although LSR is flexible, 0.5°–1° draft improves demolding.
3. Venting Design
Proper venting prevents air traps.
4. Parting Line Planning
Precision molds reduce flash.
5. Overmolding Considerations
Bonding compatibility must be verified when combining LSR with thermoplastics.
Cost Factors in Liquid Injection Molding
Several variables influence total project cost:
- Mold complexity
- Number of cavities
- Cleanroom requirements
- Material grade (medical vs industrial)
- Secondary processes (post-curing, trimming, assembly)
Although initial tooling investment is higher, long-term unit cost is lower for mass production.

Quality Control in Liquid Injection Molding
Professional LSR manufacturers implement:
- Incoming material inspection
- In-process monitoring
- CMM measurement
- Tensile and tear testing
- Biocompatibility certification
This ensures consistent batch-to-batch performance.
Why Choose Liquid Injection Molding for Your Project?
If your product requires:
- Biocompatibility
- Heat resistance
- Waterproof sealing
- Precision micro-structures
- Long-term durability
Then the Liquid Injection Molding process is likely the most reliable and scalable manufacturing method.
Conclusion
The Liquid Injection Molding process is a modern, highly automated solution for producing precision silicone components. From medical-grade devices to automotive seals and consumer electronics, LIM provides consistency, cleanliness, and efficiency unmatched by traditional rubber molding methods.
For engineers and sourcing professionals, understanding the process—from material mixing to curing and demolding—enables better product design and cost optimization.
As industries continue demanding miniaturization, durability, and regulatory compliance, Liquid Injection Molding will remain a core technology in advanced elastomer manufacturing.



