
Liquid Silicone Rubber (LSR) molding has become one of the most advanced manufacturing technologies for producing precision silicone components used in medical devices, infant products, automotive seals, electronics, and wearable technology.
Compared with traditional compression molding or solid silicone processing, LSR injection molding offers high automation, consistent product quality, and excellent scalability for mass production.
This comprehensive guide explains the LSR molding process step by step — from material preparation and mold design to injection curing, quality inspection, and post-processing — helping engineers, OEM buyers, and product developers understand how modern silicone components are manufactured.
Understanding Liquid Silicone Rubber (LSR)
Liquid Silicone Rubber is a platinum-cured elastomer supplied as a two-part liquid system.
Typically referred to as:
- Part A — Base polymer
- Part B — Catalyst or curing agent
When precisely mixed and heated, the material crosslinks into a flexible and durable elastomer.
Key Characteristics of LSR
LSR materials provide:
- Excellent heat resistance (-50°C to 200°C)
- Biocompatibility for medical applications
- Chemical stability
- UV and ozone resistance
- Soft-touch elasticity
Many medical-grade LSR materials comply with standards regulated by the U.S. Food and Drug Administration, allowing use in implantable or skin-contact products.

Why Manufacturers Choose LSR Molding
Before understanding the process itself, it is important to know why LSR molding has become popular.
Advantages Over Traditional Silicone Processing
LSR injection molding offers:
- Fully automated production
- Reduced labor cost
- High repeatability
- Minimal material waste
- Excellent dimensional accuracy
Traditional compression molding requires manual loading and trimming, whereas LSR molding operates in a closed-loop automated system.
Overview of the LSR Molding Process
The LSR molding process involves injecting mixed liquid silicone into a heated mold cavity where it rapidly cures into a finished component.
Main stages include:
- Material storage and feeding
- Metering and mixing
- Injection molding
- Heat curing
- Demolding automation
- Secondary processing
Each step directly influences final product quality.
Step 1 — Material Storage and Preparation
LSR is stored in sealed containers or drums.
Manufacturers must maintain controlled environments to prevent contamination.
Key Preparation Requirements
- Clean storage conditions
- Temperature stability
- Moisture protection
Material is typically transferred into injection equipment using pumping systems.
Special pumps maintain equal pressure for both Part A and Part B materials.
Accurate proportion control is critical. Even small mixing deviations can cause:
- Incomplete curing
- Surface defects
- Mechanical weakness
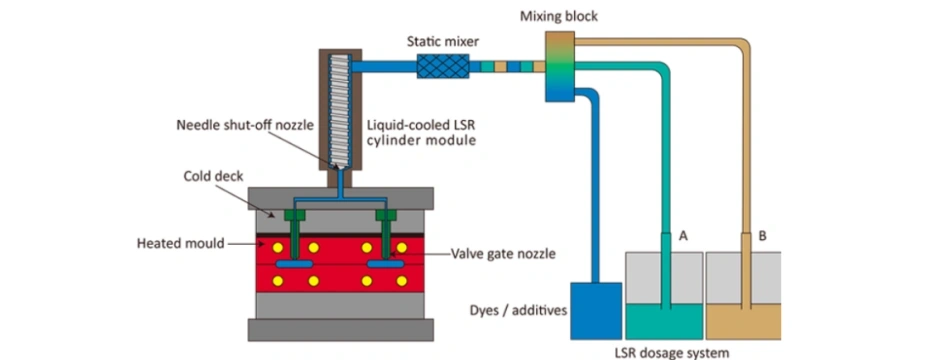
Step 2 — Metering and Mixing System
The heart of LSR molding lies in precise metering. Modern injection machines use automated dosing units. Mixing Procedure, The system performs:
- 1:1 ratio pumping
- Color pigment injection (if required)
- Additive dosing
Materials enter a static mixer before injection. Benefits include:
- Uniform curing
- Color consistency
- Reduced air bubbles
Advanced systems monitor pressure digitally to ensure accuracy.
Step 3 — Cold Runner and Injection System
Unlike thermoplastics, LSR requires a cold runner system. Why Cold Runner Systems Are Used
LSR cures rapidly when heated. Cold runners keep material cool before entering the mold cavity.
Advantages:
- Reduced waste
- Stable viscosity
- Consistent flow behavior
The injection screw pushes material into mold cavities under controlled pressure.
Typical injection pressures vary depending on:
- Product thickness
- Mold design
- Silicone hardness.
Step 4 — Heated Mold and Vulcanization
Once injected, the silicone enters a heated mold. Typical mold temperatures:
- 150°C to 200°C.
This heat activates platinum curing chemistry.
What Happens During Curing: Chemical crosslinking transforms liquid silicone into solid elastomer.
Benefits include:
- Fast cycle time
- Excellent dimensional stability
- Low shrinkage
Cycle times often range from:
- 20 seconds to 90 seconds.
Thin medical parts cure extremely fast.
Step 5 — Automatic Demolding
Automation is one of LSR molding’s biggest advantages. Demolding Methods: Common approaches include:
- Robotic pick-and-place arms
- Vacuum removal systems
- Air ejectors
Automation prevents contamination.
This is especially important for medical products requiring ISO cleanroom manufacturing.
Robotics also improve productivity in high-cavity molds.
Step 6 — Post Processing Operations
After molding, secondary operations may be required. Common Secondary Processes
Manufacturers may perform:
- Flash trimming
- Cryogenic deflashing
- Laser cutting
- Surface treatment.
Some medical parts undergo plasma cleaning. Additional post curing ovens may also be used to remove volatile residues. Post curing improves:
- Mechanical strength
- Odor removal
- Biocompatibility.

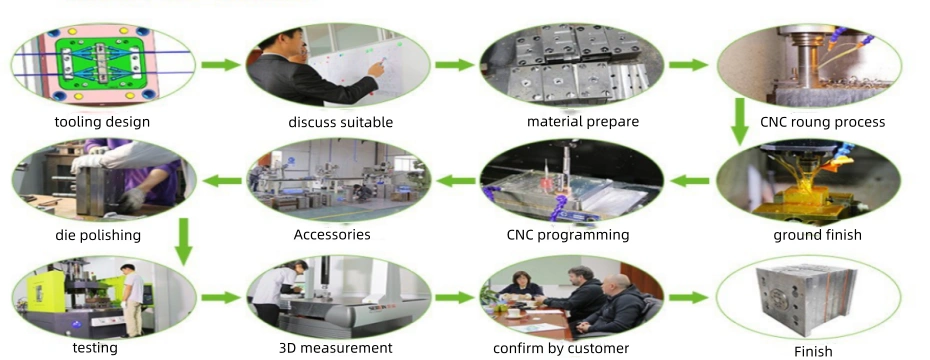
Key Mold Design Considerations
LSR molds differ significantly from thermoplastic tooling.
Venting Design:Air must escape rapidly during injection.
Poor venting causes:
- Short shots
- Burn marks.
Micro vents allow trapped air to exit without silicone leakage.
Multi-Cavity Production:High-volume molds may contain:
- 8 cavities
- 16 cavities
- 32 cavities or more.
Balance is critical for consistent filling.
Surface Finish:Polished cavities improve:
- Transparency
- Cosmetic appearance.
Mirror polishing is often used for baby or optical silicone parts.
Quality Control in LSR Molding
High-end applications demand strict inspection. Typical quality checks include:
- Dimension measurement
- Tensile testing
- Tear strength testing
- Hardness verification.
Medical projects may also require biological testing aligned with ISO standards.
Many manufacturers operate quality systems aligned with the International Organization for Standardization guidelines.

Applications of LSR Injection Molding
LSR molding supports a wide variety of industries.
Medical Industry:
- Respirator masks
- Catheters
- Sealing membranes.
Baby Care Products, Includes:
- Bottle nipples
- Pacifiers
- Feeding valves.
Automotive Sector: Used for:
- Waterproof seals
- Connector gaskets.
Consumer Electronics
LSR protects sensitive electronics from moisture.
Examples include wearable devices and sensor housings.

Advantages of the LSR Molding Process
Major benefits include: High Automation, Minimal operator intervention reduces labor cost.
Clean Manufacturing, Closed systems prevent contamination. High Precision
Tolerances can reach ±0.02 mm depending on part geometry.
Material Efficiency, Cold runners reduce scrap.
Conclusion
The LSR molding process represents one of the most advanced silicone manufacturing methods available today. By combining automated material dosing, precision injection systems, heated vulcanization molds, and robotic demolding, manufacturers can produce complex silicone components with exceptional consistency.
From medical devices and infant products to automotive and wearable electronics, LSR injection molding enables scalable, hygienic, and high-performance manufacturing solutions.
For OEM buyers and engineers, understanding each stage of the LSR molding process — including tooling design, curing behavior, and quality validation — is essential when selecting a reliable manufacturing partner.
As demand for high-precision silicone components continues growing, LSR molding will remain a cornerstone technology shaping the future of silicone product innovation.



