One-stop LSR Product Customization Service
From mold design and development to custom manufacturing of LSR products, we offer a comprehensive one-stop service for you.

Silicone injection molding for single LSR molding stands out as a cost-effective and dependable manufacturing method for creating high-quality components using a variety of silicone materials. This process boasts numerous advantages, including accelerated cycle times, increased design flexibility, enhanced part quality, and environmental sustainability due to minimal waste generated during part manufacturing.
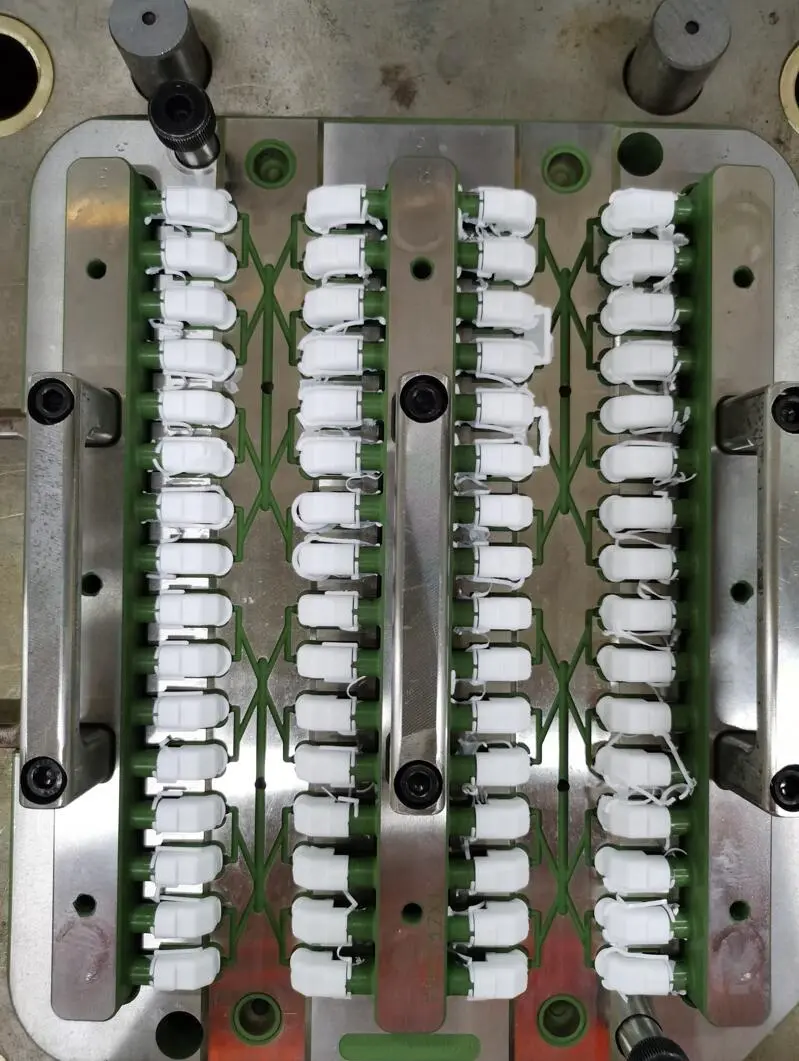
The key to producing a top-notch, precision-molded Liquid Silicone Rubber (LSR) part lies in the meticulous construction of the tooling. Crafting a production mold involves a combination of CNC milling and Electrical Discharge Machining (EDM), utilizing top-grade hardened stainless steel. Developing a production mold capable of withstanding the LSR molding process is a time-intensive endeavor that demands a high level of precision. This process faces three primary challenges:
Precision, influenced by the viscosity of LSR.
Temperature considerations, with the LSR molding process operating at approximately 420 degrees Fahrenheit (215 degrees Celsius).
Wear concerns, given the abrasiveness of LSR.
While creating production tooling for silicone rubber molding can be the lengthiest and most capital-intensive step, the LSR's ability to flow into intricate structures simplifies mold design. Notably, compared to injection molds for plastics, molds for LSR injection molding don't require an extensively polished finish, and draft angles are unnecessary for component removal. After the curing or vulcanization and solidification phase, the LSR molded part can be extracted from the mold without worry about distortion or damage.
The liquid injection molding (LIM) process shapes silicone rubber into diverse components and products. Unlike traditional reaction injection molding (RIM), which relies on pressurized impingement mixing, liquid injection molding employs mechanical mixing. This method blends a two-component platinum-cured LSR material compound, facilitating its flow into a mold.
A key distinction between LSR LIM (liquid injection molding) and thermoplastic injection molding lies in material delivery. The LSR injection tool is situated in an LSR-specific injection molding press, offering precise shot size control and ensuring the consistent production of liquid silicone rubber components.

1. The uncured liquid silicone is stored in two containers: Compound A (base-forming material) and Compound B (catalyst), both connected to the pumping system. A metering unit releases the substances at a constant one-to-one ratio, along with any desired color pigment for colored parts.
2. The molder configures the automated injection-molding machine, setting injection parameters for precise shot size delivery. The platens and pistons align and close the mold, with temperature, pressure, injection rate, and cycle time adjusted according to customer part designs.
3. Once set up, the molding machine heats the mold’s cavities to the required temperature and applies the necessary clamping force. The mold closes, synchronized with the machine’s injector, pump, and supply, pushing the material into the mold cavities.
4. Heat and pressure work together to cure the liquid silicone rubber, solidifying the material. After the cycle, the mold opens for part demolding, performed by an automated robotic removal system. In manual operations or smaller production runs, a worker handles part removal.
5. Following demolding, any post-molding secondary operations, such as slitting, printing, marking, assembly, or post-curing, are carried out. Advanced molders may automate these steps immediately after parts removal, within the same manufacturing cell, streamlining the process from injection to secondary processes.
Precision in molding LSR components demands cutting-edge technology, a resilient quality system, and inventive problem-solving. Your chosen manufacturer must possess the expertise necessary to navigate this challenge, as it significantly impacts your production process and the ultimate quality and performance of your end product.
In the realm of liquid silicone injection molding, the tooling process involves blending compounds at surface temperature, which are then pumped directly into a heated mold. The tool designs seamlessly accommodate the flow of liquid silicone rubber, allowing for intricate patterns, tight clearances, and variations in thickness. Tooling surfaces need not be overly sophisticated, and the absence of tilt angles doesn't hinder the removal of the finished material from the tooling. At the conclusion of the molding cycle, the formed silicone gasket can be extracted without deformation or tearing, as the silicone is fully cured and ready for use.
Jiaze Silicone offers a range of LSR part production options, meticulously evaluating each project to determine the optimal LSR injection molding technology. Our capabilities include single-shot LSR, two-shot LSR, multi-shot LSR, and LSR overmolding. Housed in a state-of-the-art, climate-controlled facility that maintains exceptional cleanliness, our fully-automated manufacturing cells minimize human contact in the production areas.
As a trailblazer in LSR injection molding, Jiaze Silicone stands as a global leader among silicone injection molding companies. Our comprehensive suite of services spans from prototyping to high-volume LSR production, including multi-shot and overmolded parts, alongside inline value-added secondary processes. With 20 years of expertise, advanced LSR molding technology, and a commitment to quality control, we provide extraordinary solutions and consistently deliver high-quality parts and services you can rely on.
For a deeper understanding of LSR and LSR injection molding, contact us today to explore how Jiaze Silicone can tailor a solution to meet your specific product requirements.
From mold design and development to custom manufacturing of LSR products, we offer a comprehensive one-stop service for you.