
Air Trap Introduction
Liquid silicone rubber injection molding has actually emerged as a favored approach for manufacturing medical parts, owing to its extraordinary characteristics such as adaptability, durability, and biocompatibility. Regardless of these advantages, LSR injection molding comes across difficulties, and among them are air trap in LSR molding issues. These defects, if left unaddressed, can endanger the performance and dependability of clinical tools, stressing the important need to understand their underlying causes and implement reliable solutions.
In this post, we explore the complex dynamics of air trap flaws in LSR injection molding for clinical applications, aiming to give detailed understandings right into their beginnings and sensible strategies for reduction. By recognizing the subtleties of air trap problems and embracing positive procedures, suppliers can uphold the rigid top quality requirements demanded by the healthcare market, making certain the manufacturing of secure and reputable clinical gadgets via LSR injection molding processes.
Comprehending Defects of Air Trap in LSR Molding
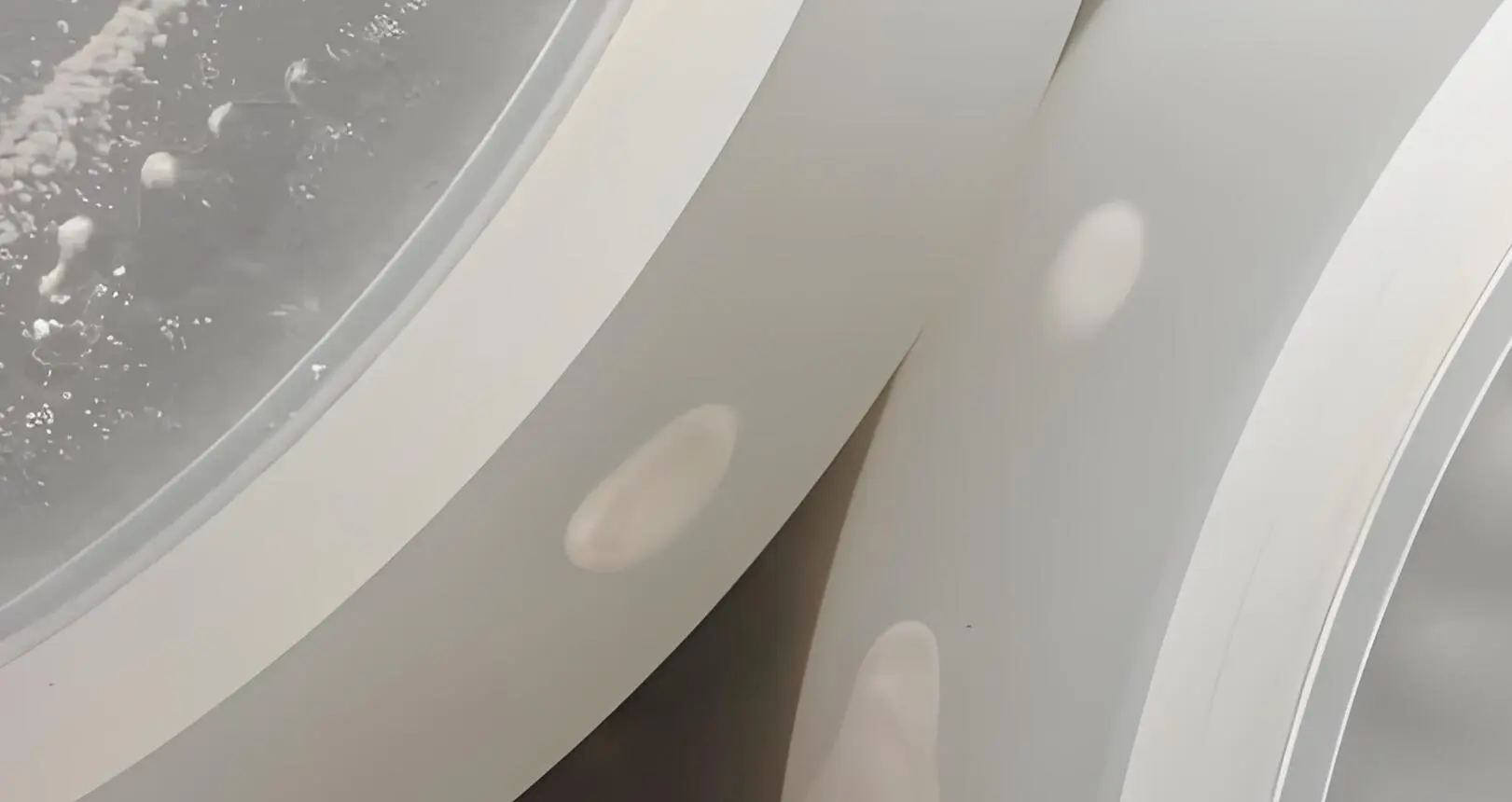
Air trap flaws, a primary concern for LSR injection molding manufacturers, occur when pockets of air become trapped within the mold cavity during the injection process. This phenomenon disrupts the smooth flow of liquid silicone rubber, culminating in incomplete cavity dental filling and the introduction of gaps or bubbles within the final item. Especially in medical applications, where precision and dependability are paramount, the implications of these issues extend beyond mere product honesty problems. They pose significant threats to personal security, possibly bring about product malfunction or endangering the effectiveness of clinical treatments.
As such, attending to air trap flaws is critical for makers operating in the medical field, necessitating an extensive understanding of the underlying causes and efficient mitigation techniques. By diving right into the intricacies of air trap problems and applying positive steps to prevent their occurrence, manufacturers can maintain the stringent quality standards required for clinical devices, making certain both item reliability and individual security in LSR injection molding procedures.
Reasons for Air Trap in LSR Molding
Defects of air trap in LSR molding can be credited to a selection of variables, each playing a vital role in the symptoms of these issues:
Injection Rate and Pressure
Optimum injection speed and pressure are vital for ensuring the flow of fluid silicone rubber (LSR) throughout the mold and mildew dental caries. Poor injection speed or pressure can restrain the smooth development of LSR, leading to local locations where air ends up being entrapped, leading to air trap problems.
Mold Design
The layout of the mold and mildew dramatically influences the possibility of air trap issues. Mold and mildew with elaborate geometries, sharp corners, or not enough venting stipulations are prone to capturing air throughout the filling-up procedure. Additionally, the visibility of undercuts or facility functions can aggravate air entrapment problems, specifically in clinical components with complex designs.
Temperature Control
Exact temperature control of both the LSR product and the mold is important for preserving optimal circulation features. Variations in temperature can modify the viscosity of the LSR, impacting its capacity to stream consistently and increasing the threat of air entrapment. Incorrect temperature level control can lead to movement restrictions and uneven dental filling of the mold and mildew dental caries, resulting in air trap defects.
Product Characteristics
The viscosity and remedy time of the LSR formulation play a crucial role in determining its circulation actions and susceptibility to air trap problems. LSR formulas with greater viscosities or longer cure times might display raised resistance to movement, making them more prone to trapping air throughout the shot procedure. It is important to select LSR materials with appropriate rheological homes tailored to the particular needs of the clinical component being manufactured.
Dealing with these underlying root causes of air trap in LSR molding problems through thorough focus to shot parameters, mold style optimization, accurate temperature control, and proper product choice is necessary for reducing the danger of defects and making certain the production of high-grade medical components via LSR injection molding processes.
Techniques for Mitigating Air Trap Defects
To minimize air trap flaws in LSR shot molding for medical parts, suppliers can optimize mold and mildew designs with rounded corners and sufficient air vent channels. They need to adjust injection parameters like speed and stress and make use of simulation software application for evaluation. Precise temperature level control of LSR material and mold and mildew is important, along with preheating molds to stop early treatment. By executing these methods, manufacturers can reduce the risk of air trap flaws, ensuring the production of premium medical parts via LSR injection molding.
Enhanced Mold And Mildew Style
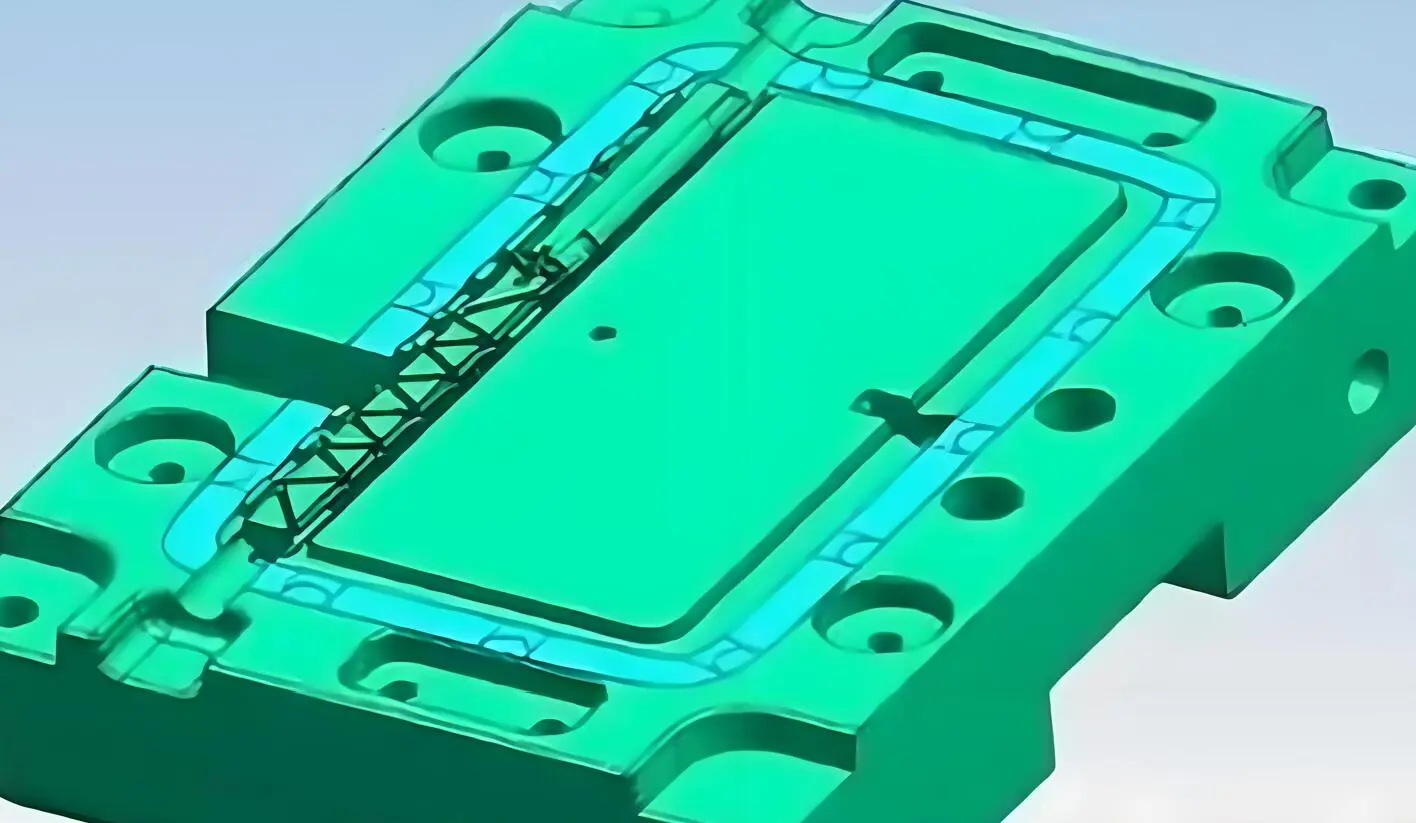
Maximizing mold and mildew layout is necessary to alleviate air trap defects in LSR injection molding for medical parts. Mold and mildew ought to include rounded corners and smooth changes to promote the smooth flow of liquid silicone rubber (LSR) without trapping air. In addition, integrating sufficient venting networks is critical to helping with the escape of caught air during the shot procedure. By guaranteeing correct mold and mildew layout, suppliers can minimize the risk of air trap problems and advertise consistent filling of the mold cavity.
This method improves the total quality and integrity of medical parts produced through LSR injection molding, satisfying the stringent requirements of the health care market. With a precise focus on mold style, suppliers can efficiently attend to air trap issues and maximize the manufacturing procedure for exceptional outcomes in medical gadget manufacturing.
Injection Specifications Optimization
Shot criteria optimization is a crucial element in mitigating air trap defects in LSR injection molding for clinical components. Adjusting injection rate and stress is necessary to ensure the uniform dental filling of the mold tooth cavity without developing air pockets. By meticulously adjusting these parameters, makers can advertise the smooth flow of fluid silicone rubber (LSR) throughout the mold and mildew, decreasing the likelihood of air entrapment and resulting problems.
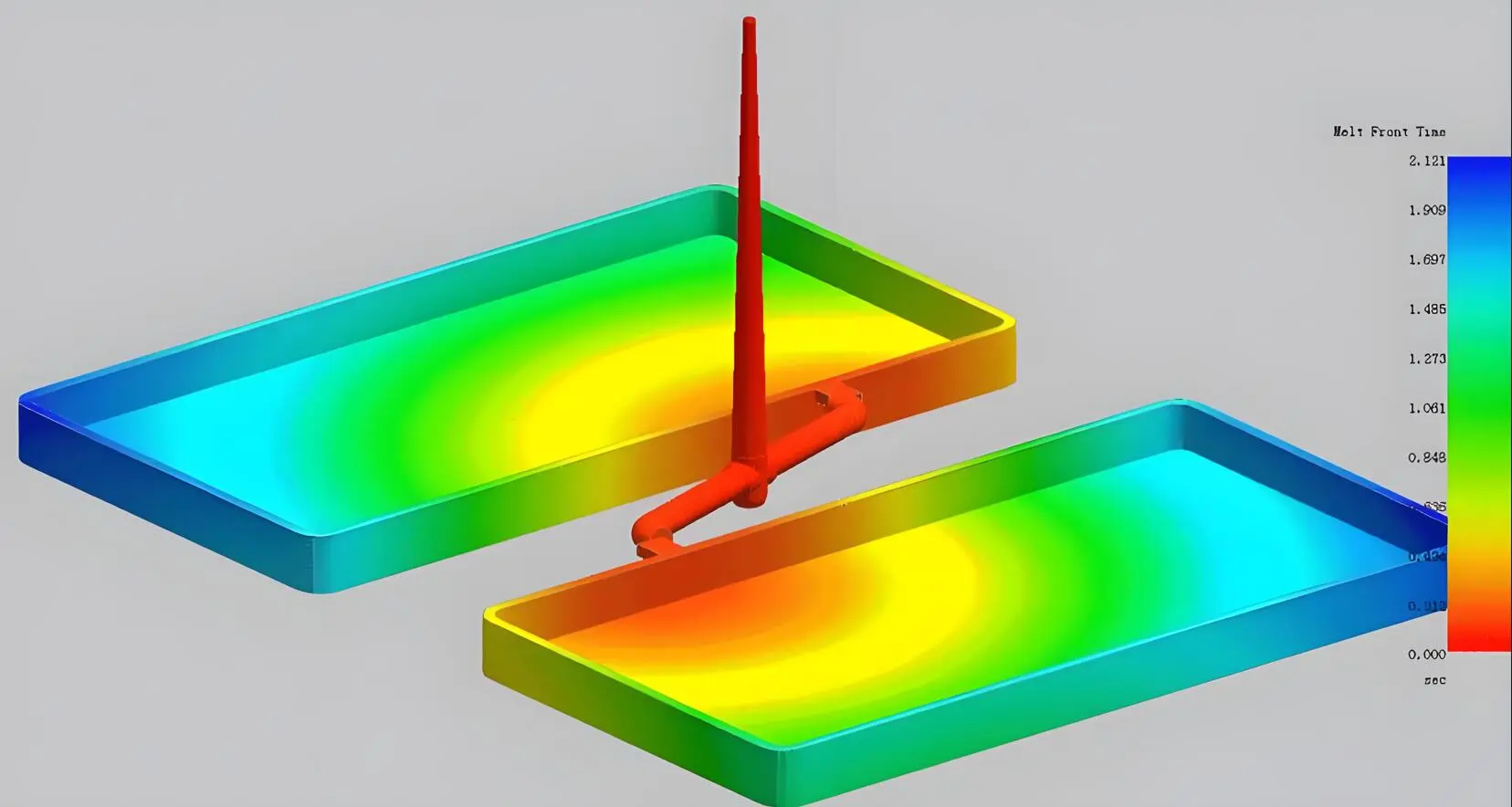
Moreover, leveraging simulation software applications enables a thorough evaluation of circulation patterns within the mold and mildew, making it possible for makers to identify possible areas of concern and optimize injection criteria as necessary. This predictive approach makes it possible for producers to preemptively deal with concerns that might cause air trap issues, resulting in much more effective and reliable manufacturing processes. By incorporating simulation software into the optimization procedure, producers can attain greater accuracy and precision in identifying the ideal shot criteria, ultimately boosting the total quality and reliability of clinical components produced through LSR shot molding.
Temperature Control to Address Air Trap in LSR Molding
Along with enhancing mold and mildew layout and shot parameters, precise temperature level control is crucial to mitigate the defects of air trap in LSR molding for clinical parts. Keeping accurate temperature level setups for both the LSR product and the mold and mildew guarantees ideal circulation features during the shot process. Pre-heating the mold is specifically essential to protect against the early healing of LSR near the mold walls. This protects against blockages to air evacuation, enabling entrapped air to leave much more properly.
By carefully managing temperatures throughout the molding process, suppliers can ensure a smooth flow of LSR, reduce the threat of air entrapment, and enhance the overall high quality and integrity of medical components. This thorough technique guarantees that medical gadgets produced through LSR shot molding satisfy rigorous standards for healthcare applications, securing person safety and security and making certain items efficacious.
Product Selection and Prep Work
Product option and preparation are pivotal elements in mitigating air trap defects in LSR injection molding for clinical parts. Choosing LSR solutions with appropriate thickness and treatment features tailored to the specific application is important. The thickness of the LSR directly affects its circulation actions throughout injection, while the treatment attributes impact the product’s healing time and shrinkage actions. By choosing formulas optimized for the designated application, manufacturers can enhance flow properties and decrease the danger of air entrapment.
Furthermore, complete degassing of the LSR product prior to injection is vital to remove trapped air and reduce the occurrence of issues. Air bubbles caught within the material can lead to gaps or bubbles in the finished part, compromising its honesty and performance. Correct degassing procedures, such as vacuum cleaner degassing, make certain that the LSR is totally free from entrapped air, resulting in consistent dental filling of the mold and mildew tooth cavity and lowering the chance of air trap issues.
By prioritizing product selection and preparation, producers can maximize the LSR injection molding procedure, resulting in premium clinical components that meet rigorous sector standards for safety, security, and effectiveness.
Refine Monitoring and Quality Assurance
Refined surveillance and quality assurance are essential components of mitigating air trap problems in LSR injection molding for clinical parts. Applying real-time surveillance systems makes it possible for producers to spot air trap issues as they occur throughout the molding process. By continually keeping track of essential criteria such as injection pressure, temperature, and flow rate, variances from optimal problems indicative of air entrapment can be promptly determined and resolved. This positive method reduces the probability of flaws in the completed parts and ensures the manufacturing of top-quality parts.
What’s more, carrying out routine examinations of completed parts is important to identify any problems that might have taken place regardless of preventive measures. Aesthetic examination and non-destructive screening approaches, such as ultrasound or X-ray imaging, enable producers to completely take a look at completed parts for indicators of air trap issues, including gaps, bubbles, or surface area abnormalities. Trigger recognition of flaws permits prompt correction measures to be executed, such as readjusting procedure parameters or revamping mold and mildews to reduce reappearance.
By integrating robust procedure tracking and quality assurance steps, suppliers can maintain the stringent standards needed for clinical tool manufacturing, ensuring the reliability and security of LSR-molded parts for healthcare applications.
Operator Training and Upkeep Solution for Air Trap in LSR Molding
Driver training and maintenance play a critical role in mitigating air trap flaws in LSR injection molding for clinical parts. Correct training furnishes operators with the necessary skills to implement molding methods properly and stresses the significance of devices maintenance in flaw prevention. Regular maintenance of shot molding devices and molds is vital to ensure optimum performance and lessen the threat of problems. This includes examining and cleaning up tools, identifying possible problems, and addressing them promptly to stop air trap flaws.
By buying comprehensive operator training programs and carrying out rigorous upkeep schedules, producers can support the quality criteria required for clinical device production with LSR injection molding. This proactive strategy not only minimizes the incidence of air trap defects but also adds to the general performance and dependability of the production procedure, eventually enhancing product quality and client safety.
Techinical Solutions For Air Trap in LSR Molding
When considering air capture in LSR injection molding, the ins and outs of the part layout framework play a crucial role in establishing the likelihood and intensity of flaws. Let’s delve deeper into how certain style characteristics contribute to air capture and explore matching remedies:
Uneven Thickness
Parts exhibiting substantial variants in density, such as those with thin-walled areas compared with thicker areas, present difficulties throughout the molding procedure. The difference in thickness leads to irregular flow behavior in the LSR material. When the melt encounters slim areas, it has a tendency to heal quickly as a result of enhanced surface area-to-volume proportion, hampering additional flow progression. Subsequently, air comes to be trapped within the mold and mildew tooth cavity, leading to brief shots and insufficient dental filling of the component.
To address this issue, manufacturers can consider customizing eviction place or enhancing the variety of shot gates to promote much more consistent circulation and distribution. By strategically readjusting gateway placement, the melt circulation can be rerouted to mitigate premature curing and decrease air entrapment in thin sections.
Long Filling Distance
To get rid of prolonged filling distances, the LSR material needs to traverse substantial lengths within the mold cavity. During this long-term travel, gas trapping has a tendency to occur, especially at the end of the melt circulation. Furthermore, if the part style incorporates sharp corners or complex geometries, the thaw circulation might run into resistance, hindering its progress and preventing proper venting.
Enhancing the airing vent system by increasing the number and size of airing vent pathways can promote the expulsion of trapped air, especially at the furthest points of the mold and mildew cavity. By optimizing the airing vent system, manufacturers can ensure efficient air emptying and alleviate the risk of problems linked with lengthy loading ranges.
Thin and Narrow Walls
Sections of a part identified by thin and narrow walls pose obstacles to maintaining adequate circulation of the LSR product. The restricted flow course and slow flow rates raise the likelihood of premature healing, leading to air being trapped within the dental caries. This can result in the development of problems such as bubbles, voids, and brief shots, jeopardizing the quality of the finished product.
Increasing the thickness of thin and slim wall surfaces can boost circulation dynamics and reduce the risk of air trapping. Furthermore, incorporating added venting pathways or customizing the design to enable far better air discharge can avoid air entrapment and ensure complete filling of the component.
In addressing these design-related obstacles, manufacturers should also think about adjustments to process criteria, such as mold and mildew temperature level, shot pressure, and hold stress, to enhance the molding process further. By applying a holistic strategy that attends to both part design structure and process criteria, producers can effectively mitigate air trapping problems in LSR shot molding, resulting in the production of top-notch clinical products with minimal defects.
Minimizing Air Trap in LSR Molding For Medical Parts
Finally, air trap in LSR molding problems present a significant challenge in LSR shot molding for medical parts. However, proactive steps can properly minimize these issues. By concentrating on mold design optimization, fine-tuning injection parameters, regulating product properties, and carrying out durable quality assurance actions, suppliers can decrease the danger of air trap problems. Additionally, driver training and upkeep play vital functions in defect prevention, making certain that tools run at peak efficiency and flaws are promptly addressed.
Applying these techniques enhances the total quality, integrity, and security of clinical tools manufactured with LSR injection molding. Meeting the rigorous needs of the health care industry is vital, and by adhering to these finest methods, suppliers can maintain these standards. Inevitably, an extensive strategy that attends to mold design, process parameters, material choice, top quality control, operator training, and upkeep is vital for minimizing air trap defects and generating premium medical components via LSR injection molding procedures. By doing so, manufacturers can guarantee the efficacy and safety of medical gadgets, contributing to improved patient outcomes and progressing health care criteria.
Reference:
- From Plastic Technology, How to Get Rid of Bubbles in Injection Molding, Written by John Bozzelli, Updated 6/23/2022 Published 3/31/2015
- From Aldax, How to make silicone moulds without air bubbles
- From AutoDesk Moldflow Insight 2024, Air traps result
- From Innovative Polymers, Avoiding Air Bubbles in Cast Urethane Parts



