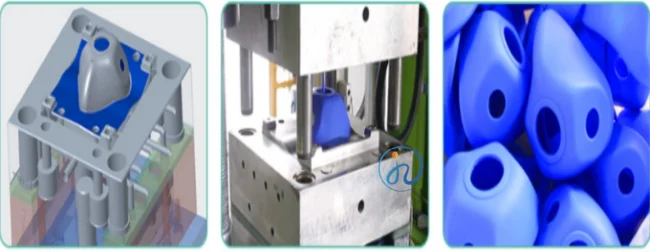
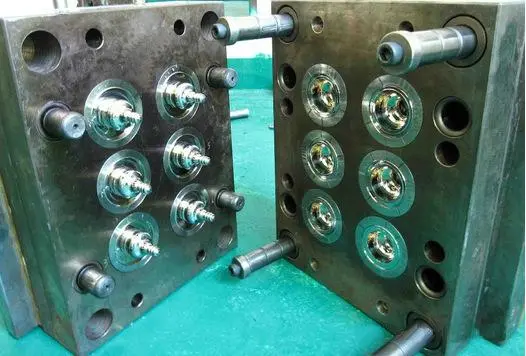
What Is LSR Injection Molding Mold?
Liquid Silicone Rubber injection molding has become one of the most important manufacturing processes for high-precision silicone parts used in medical, automotive, electronics, and consumer








Liquid Silicone Rubber injection molding has become one of the most important manufacturing processes for high-precision silicone parts used in medical, automotive, electronics, and consumer
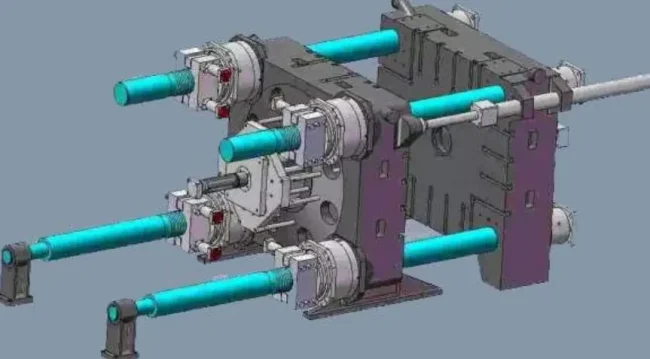
Liquid Silicone Rubber (LSR) injection molding is a sophisticated manufacturing process used to produce high-precision parts made from liquid silicone. This method combines the versatility
Liquid Silicone Rubber (LSR) is a two-component elastomer that cures at elevated temperatures. It is widely used for its unique combination of properties: Biocompatibility: LSR
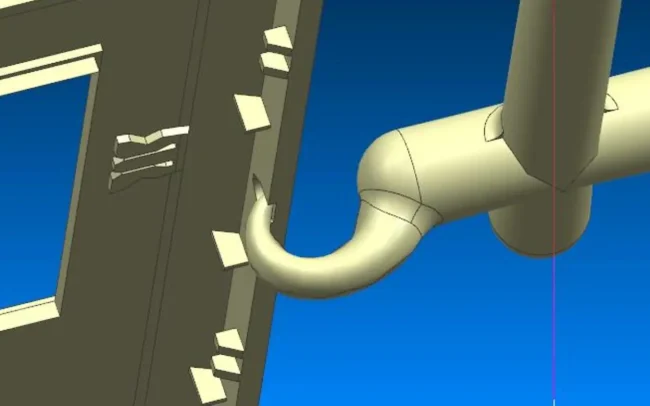
Discover key factors for optimal gate location in silicone injection molding. Learn how gate location impacts part quality and performance.
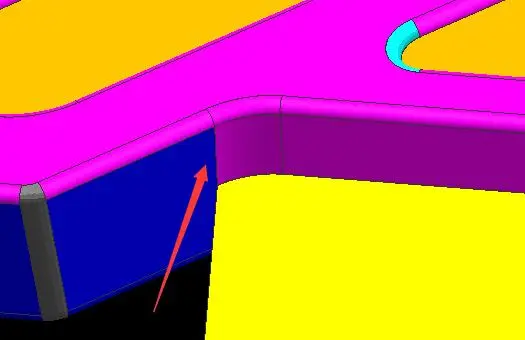
Learn how to design flawless parting lines in LSR injection molding. Master techniques for precision, efficiency, and premium silicone parts.
Optimize LSR injection molding with the right clamping pressure. Learn about the role, mistakes, troubleshooting, and future trends for quality parts.
Ensure the success of your LSR injection molding project by selecting the right material, designing for manufacturability, and using the right machine.

Discover the typical applications of LSR injection molding process in consumer products, from kitchen appliances to wearable devices.