
Deciding on the Optimal Gate Location in Silicone Injection Molding
Deciding on the optimal gate location in silicone injection molding is crucial for achieving high-quality parts efficiently. This article explores various factors influencing gate location to ensure uniform filling and minimize defects. You will gain insights into the part geometry, silicone material type, and expected shrinkage impact gate design. Additionally, strategies for optimizing gate location in multi-cavity molds and minimizing air traps are discussed, providing practical guidance for enhancing mold performance and part quality.
Key Points
- Part geometry dictates gate location for uniform filling.
- Silicone material type affects gate size and flow consistency.
- Consider the expected material contraction to prevent warping.
- Gate position influences heat distribution for defect prevention.
- The location should ease gate vestige removal post-production.
Secret Considerations for Gate Location in Silicone Injection Molding
When establishing the optimal gate area for silicone injection molding, there are several crucial aspects to consider. The choice of gate location dramatically impacts the quality and efficiency of the final component. Here, I will lay out the primary considerations based on my great experience in the field.
Firstly, the geometry of the part plays a crucial role. Complex geometries often require critical positioning of gates to ensure uniform filling and prevent issues. For example, eliminating elaborate information or thin walls might demand multiple gates or specialized gating strategies to ensure proper flow and fill.
Another crucial factor to consider is the kind of silicone material being used. Various silicones have differing viscosities and healing habits, which can influence the suitable gate location. For example, high-viscosity silicones might call for larger gates or greater injection pressures to attain constant fill.
It’s likewise necessary to represent the anticipated contraction of the silicone material. Entrance positioning can affect how the material agreements as it cools down and remedies. A proper gate can help decrease bending and ensure the dimensional stability of the final part.
Heat dissipation and temperature level control are other important variables. Eviction places ought to help with even temperature level circulation to avoid hotspots and chilly places, which can bring about defects such as voids or incomplete loads. Making sure that evictions are positioned in areas that promote well-balanced thermal conditions is key.
In addition, the ease of elimination of the gate vestige is a crucial practical consideration. The entrance should be situated in a setting that permits simple trimming and minimal post-processing. This can enhance the performance of the production procedure and improve the general looks of the last component.
| Factor to consider | Influence On Gate Area |
|---|---|
| Part Geometry | Complicated forms need a calculated gate location for consistent filling. |
| Silicone Material Kind | Thickness and curing actions impact gate size and location. |
| Expected Contraction | Appropriate entrance positioning can reduce warping and ensure stability. |
| Warm Dissipation | Gates should promote also temperature level distribution to stay clear of defects. |
| Alleviate of Removal | Placing gates for easy cutting enhances manufacturing performance. |
Lastly, the mold design and making process itself must be taken right into account. Variables such as the variety of tooth cavities, the configuration of the mold, and the injection molding device’s capabilities all influence gate location choices. A well-balanced gate location strategy can significantly enhance mold performance and the quality of the shaped parts.
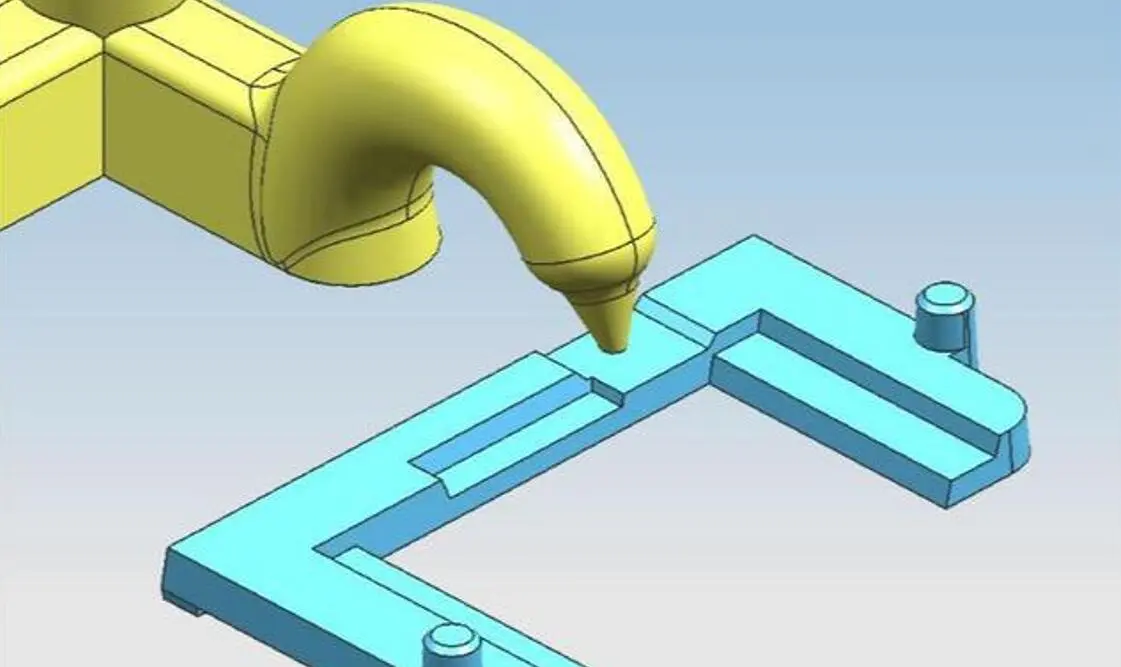
Types Of Gates Made Use Of in LSR Injection Molding
In LSR injection molding, the selection of the gate type is an important decision that directly influences the top quality and efficiency of the last item. Several types of gates are commonly utilized, each with unique qualities and advantages tailored to different applications. Understanding these kinds helps maximize the molding procedure to achieve the best outcomes.
Direct Gates
Straight gates, likewise called sprue gates, are the simplest kind of gate. They provide a straight flow path from the injection point to the tooth cavity, causing minimal pressure loss. This sort of entrance is often used for large parts or components that require high material flow prices. Nevertheless, straight gates can leave a noticeable mark on the component, which might be unwanted for visual reasons.
Pin Gates
Pin gates are tiny, cylindrical gates that enable exact control of material flow. They are specifically useful for multi-cavity molds where consistent fill prices across all tooth cavities are required. Pin gates minimize the capacity for air traps and ensure a smooth flow, lowering the threat of defects. This type of gate is perfect for creating small to medium-sized parts with high dimensional accuracy.
Submarine Gates
Submarine gates also referred to as tunnel gates, are used to route the flow of silicone through a passage that ends below the parting line of the mold. This permits automatic delegating as the component is expelled, getting rid of the demand for hands-on trimming. Submarine gates are beneficial for high-volume manufacturing runs where performance and automation are focused.
Edge Gates
Edge gates lie on the parting line of the mold and permit material to flow into the dental cavities from the side. This sort of entrance is commonly utilized for level or thin-walled components, giving an attire circulation that helps prevent bending and distortion. Edge gates are additionally simpler to customize and change, making them a versatile alternative during the mold and mildew design stage.
Fan Gates
Fan gates are made to spread out the product circulation over a broad area, lowering the injection stress and boosting the circulation of silicone within the mold and mildew cavity. This kind of gate is specifically reliable for getting rid of large surfaces or complex information, as it helps accomplish a regular fill and lowers the risk of air entrapment.
Tab Gates
Tab gates are comparable to edge gates; however, they consist of a small tab that expands into the component. This layout assists regulate the circulation and cooling of the material, making it suitable for parts that need exact control over shrinkage and bending. Tab gates are commonly used for delicate or thin-walled elements where dimensional stability is important.
Each type of gate has its collection of benefits and constraints. The selection of gate type ought to be based on the particular demands of the component being created, including its size, shape, and residential properties. Appropriate selection and positioning of gates are important to guarantee reliable mold and mildew loading, decrease flaws, and accomplish high-quality silicone parts.
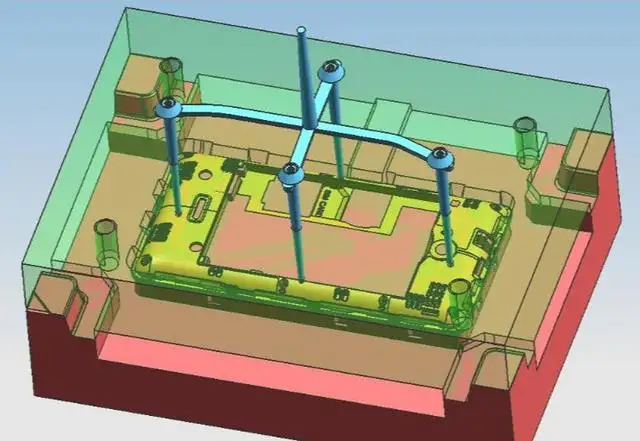
Influence of Gate Location on Mold Circulation and Fill
The gate area plays an important role in establishing mold and mildew circulation and fill features during silicone injection molding. Correct gate location makes sure consistent dental filling of the mold and mildew tooth cavity, which is essential for maintaining part quality and dimensional precision. The setting of the gate directly influences the instructions and pattern of the material flow, impacting the residential or commercial properties of the shaped part.
One of the main factors to consider in gate location is the circulation range. Eviction needs to be placed to reduce the distance the silicone should travel, reducing the risk of premature cooling and ensuring a full cavity fill. In addition, the place must facilitate well-balanced circulation, protecting against problems like jetting or weld lines that can endanger the stability of the component.
One more essential variable is the pressure distribution within the mold. Gate location impacts the pressure needed to inject silicone right into the cavity. An optimal gate location minimizes stress decreases and makes certain consistent material circulation, which is vital for accomplishing top-quality parts with consistent residential or commercial properties.
The effect of gate location can be summarized in the following table:
| Consideration | Impact of Entrance Area |
|---|---|
| Flow Range | Decreasing the flow range guarantees total and uniform fill. |
| Stress Distribution | Optimum gate location reduces stress drops and ensures consistent flow. |
| Jetting | Strategic gate location stops high-velocity jets of silicone that can create problems. |
| Weld Lines | Correct gate positioning decreases the development of weld lines, boosting component stamina. |
| Air conditioning Price | Well-placed gates ensure even cooling, reducing interior anxieties and warpages. |
In summary, the gate location in silicone injection molding considerably influences the mold and mildew circulation and fill procedure. The thoughtful factor to consider in aspects such as circulation range, stress circulation, and prospective flaw formation is important for enhancing the gate location. This guarantees premium molding and gets rid of minimal defects in regular buildings.
Ideal Practices for Lessening Air Traps and Voids
Decreasing air traps and gaps in silicone injection molding is important for guaranteeing top-notch components. The location of the gate plays a substantial role in this process. To attain optimum outcomes, several best practices need to be followed.
The proper airing vent is vital. Vents ought to be strategically positioned to permit air to run away from the mold and mildew dental caries as the silicone fills it. Without appropriate venting, caught air can trigger gaps and insufficient fills.
An additional crucial technique is to choose the ideal type of gate. For example, a fan entrance can help distribute material more evenly, reducing the chance of air traps. Eviction needs to additionally be located in a setting that advertises a smooth and consistent flow of silicone into the mold and mildew dental caries.
The use of vacuum cleaners can dramatically lower air entrapment. By developing a vacuum within the mold cavity before injection, the air is left, permitting the silicone to fill up the area without resistance. This method is specifically effective for complicated or high-precision parts.
Gate locations need to be chosen to promote consistent filling. Placing the gate in the thickest area of the part can guarantee that the silicone streams exteriorly towards thinner areas, reducing the danger of air being entrapped in corners or detailed geometries.
To additionally reduce air traps, it’s vital to manage injection rate and stress. A slower injection speed can help protect against air from being caught by giving it even more time to get away via vents. Similarly, keeping regular pressure throughout the injection procedure makes sure that the silicone flows gradually, minimizing the probability of gaps.
Lastly, performing a comprehensive mold and mildew circulation analysis before manufacturing can determine potential problem locations. This evaluation helps change gate locations and venting methods to optimize the circulation of silicone and minimize flaws.
Evaluating Gate Location for Complex Part Designs
When determining the gate location for complex part designs in silicone injection molding, several factors must be considered to ensure optimal results. The intricacy of the design often necessitates a thorough analysis of the mold flow patterns and the overall geometry of the part.
Firstly, the thickness of the part walls plays a crucial role in gate location. Thicker sections may require gates to be positioned in a manner that ensures uniform fill and minimizes the risk of air traps. Conversely, thinner sections might benefit from a different gate positioning strategy to avoid issues like premature curing or insufficient fill.
Secondly, the flow length from the gate to the farthest point in the mold cavity must be considered. A well-placed gate will allow the silicone to flow smoothly and consistently, reducing the chances of defects. For parts with long flow lengths, multiple gates might be necessary to maintain the integrity of the part.
Another critical factor is the symmetry of the part. For symmetric parts, placing gates at points equidistant from the center can help achieve a balanced fill. However, for asymmetric parts, a more strategic approach is needed to ensure that all sections of the mold fill uniformly and at the same rate.
Moreover, the location of critical features on the part must be taken into account. Features such as holes, ribs, or bosses can complicate the flow of silicone, and placing gates near these features can help ensure that they are adequately filled and free from defects.
Evaluating gate location also involves considering the venting of the mold. Proper venting is essential to prevent air traps and voids, which can be particularly challenging in complex designs. The gate location should facilitate effective venting strategies, ensuring that air can escape as the silicone fills the mold.
| Factor | Consideration |
|---|---|
| Wall Thickness | Uniform fill and air trap minimization |
| Flow Length | Smooth and consistent flow; multiple gates if necessary |
| Symmetry | Balanced fill for symmetric parts, strategic location for asymmetric parts |
| Critical Features | Adequate fill and defect prevention for features like holes, ribs, or bosses |
| Venting | Effective air escape to prevent voids and air traps |
In addition to these considerations, the use of simulation software can greatly enhance the process of evaluating gate locations for complex part designs. Simulation allows for the visualization of flow patterns, identification of potential problem areas, and optimization of gate location before actual mold fabrication begins. This proactive approach can save time and resources by reducing the need for trial and error in the production phase.
How Gate Location Affects Parting Lines and Flash
When determining the gate location in silicone injection molding, it’s crucial to consider its impact on parting lines and flash. The location of gates can significantly influence the quality and aesthetics of the molded part, as well as the ease of the molding process.
Parting lines are formed where the two halves of the mold meet. The position of the gate directly affects the flow of silicone, which in turn dictates where these parting lines will appear. Ideally, gates should be positioned to minimize the visibility of parting lines on the final product. For instance, placing gates in less conspicuous areas or along natural contours of the part can help hide parting lines, enhancing the appearance of the final product.
Flash is another critical issue influenced by gate location. A flash occurs when excess material seeps out of the mold cavity at the parting line, resulting in thin protrusions of silicone. Proper gate location can reduce the occurrence of flash by ensuring even pressure and flow throughout the mold. When the gate is strategically located, it can help maintain a balanced and controlled flow, reducing the likelihood of excess material escaping at the mold’s edges.
Additionally, the orientation of the gate toward the parting line is important. Placing the gate too close to the parting line can lead to increased flash, as the pressure at the injection point may force silicone through the seam. Conversely, positioning the gate farther from the parting line can help distribute the pressure more evenly, minimizing the risk of flash.
In summary, thoughtful consideration of gate location in LSR injection molding is essential for controlling parting lines and minimizing flash. By strategically placing gates, LSR molding manufacturers can improve the quality and aesthetics of molded parts, ensuring a more efficient and effective molding process.
Techniques for Optimizing Gate Location in Multi-Cavity Molds
Optimizing gate location in multi-cavity molds for silicone injection molding is crucial for achieving uniformity and efficiency in production. This process involves several techniques and considerations to ensure that each cavity is filled properly and that the quality of the molded parts is consistent across all cavities.
Balancing Flow and Fill
In a multi-cavity mold, the gate location must be carefully planned to balance the flow of silicone into each cavity. Uneven flow can result in incomplete fills, air traps, or excessive flash. Techniques such as using a naturally balanced runner system or incorporating flow leaders can help manage this balance.
Symmetrical Gate Location
The symmetrical location of gates in multi-cavity molds helps to ensure the even distribution of material. By positioning gates at equidistant points relative to each cavity, one can achieve more uniform filling. This reduces the risk of defects and improves overall part quality.
Gate Type Selection
Choosing the right type of gate is another critical aspect. Options such as pin gates, edge gates, or tunnel gates may be used depending on the part design and the mold configuration. Each type has its advantages and specific applications, which should be evaluated in the context of the multi-cavity setup.
Minimizing Pressure Loss
Pressure loss in the injection system can affect the fill consistency across multiple cavities. Utilizing a well-designed runner system that minimizes pressure drops is essential. Techniques such as using shorter runner lengths and larger cross-sectional areas can help maintain adequate pressure throughout the mold.
Temperature Control
Consistent temperature control across the mold is vital to ensuring uniform curing of the silicone. Uneven temperatures can lead to variations in quality. Implementing efficient cooling or heating channels within the mold can aid in maintaining uniform temperature distribution.
Simulation and Testing
Advanced simulation tools can be employed to predict how silicone will flow through the mold and fill each cavity. This allows for adjustments to be made before the mold is physically produced, saving time and resources. Additionally, prototype testing can provide valuable insights and confirm the effectiveness of the gate location strategy.
| Technique | Description | Benefits |
|---|---|---|
| Balancing Flow and Fill | Using a naturally balanced runner system or flow leaders | Ensures even material distribution and reduces defects |
| Symmetrical Gate Location | Placing gates at equidistant points from each cavity | Achieves uniform filling and high-part quality |
| Gate Type Selection | Choosing appropriate gate types based on design and mold configuration | Optimizes material flow and minimizes defects |
| Minimizing Pressure Loss | Designing runners to minimize pressure drops | Maintains consistent fill pressure across cavities |
| Temperature Control | Implementing efficient cooling or heating channels | Ensures uniform curing and part quality |
| Simulation and Testing | Using advanced simulation tools and prototype testing | Allows for pre-production adjustments and validation |
Situation Studies: Successful Gate Location Strategies in Silicone Molding
In the realm of silicone injection molding, the critical location of gates is essential to the quality and performance of the final product. This section discovers numerous situation studies that demonstrate reliable entrance-place techniques, supplying insights right into practical applications and results. These instances emphasize the significance of careful planning and execution in achieving ideal outcomes.
Study 1: Reducing Air Traps in a Facility Clinical Gadget
A clinical device manufacturer encountered difficulties with air traps and voids in a complex silicone to get rid of intricate geometries. By relocating the gate to the thickest area of the part and using a follower gate design, the producer dramatically decreased air entrapment. The modified entrance location promoted a far better flow of silicone, ensuring complete tooth cavity fill and improved part top quality.
| Concern | Option | Result |
|---|---|---|
| Air catches in complicated geometries | Moved entrance to thickest section; used follower gate | Decreased air traps, enhanced part quality |
Study 2: Optimizing Entrance Area for High-Precision Automotive Elements
An automotive components producer intended to generate high-precision silicone parts with marginal flash and constant top quality. The preliminary entrance area resulted in irregular circulation and flash problems. By relocating the entrance to a main position and using a submarine entrance, the producer attained balanced flow, lowered flash, and improved overall component accuracy.
| Problem | Remedy | Result |
|---|---|---|
| Irregular flow, flash issues | Central entrance; used submarine entrance | Well-balanced flow, reduced flash, and greater accuracy |
Situational Research Study 3: Enhancing Mold Load in Multi-Cavity Molds
A customer electronic device maker using a multi-cavity mold experienced incongruities partly due to suboptimal gate location. By doing a comprehensive mold and mildew flow evaluation, the gate places were maximized for every dental cavity to ensure a uniform fill. This change led to regular component top quality across all cavities, optimizing production effectiveness.
| Problem | Service | Outcome |
|---|---|---|
| Irregular part fill in multi-cavity mold and mildew | Enhanced entrance locations based on mold and mildew circulation evaluation | Consistent fill, constant part high quality |
Case Study 4: Reducing Parting Lines in Customer Products
A manufacturer of customer products encountered problems with noticeable parting lines that affected the aesthetic quality of their silicone components. By adjusting the entrance area to the parting line’s edge and utilizing a tab entrance, the visibility of parting lines was lessened. This adjustment improved the aesthetic allure and customer fulfillment.
| Problem | Solution | Result |
|---|---|---|
| Visible parting lines | Relocated entrance to parting line’s edge; utilized tab gate | Minimized parting lines, enhanced looks |
These case research studies highlight the vital impact of entrance place decisions in silicone injection molding. By addressing specific challenges and optimizing gate locations, producers can attain premium component top quality, lower flaws, and boost total manufacturing performance. The lessons picked up from these examples work as beneficial standards for anyone associated with the silicone molding procedure.
Frequently Asked Questions (FAQs)
1. How do I decide on the gate location for silicone injection molding?
When determining the optimal gate location, consider factors such as the part’s geometry, silicone material type, expected shrinkage, heat dissipation, and ease of removal of the gate vestige.
2. What role does geometry play in gate location?
Part geometry impacts gate location. Complex shapes may require strategic gate locations to ensure uniform filling and avoid defects.
3. How does the type of silicone material affect gate location?
The viscosity and curing behavior of the silicone material influence gate size and location. High-viscosity silicones may require larger gates or higher injection pressures for consistent fill.
4. What considerations are there for minimizing air traps and voids?
Minimizing air traps and voids involves proper venting, choosing the right gate type, using vacuum assistance, promoting uniform filling, and controlling injection speed and pressure.
5. How does gate location impact mold flow and fill?
Gate location affects mold flow and fills by influencing flow distance, pressure distribution, the occurrence of defects like jetting and weld lines, and the cooling rate.
6. What techniques are used for optimizing gate location in multi-cavity molds?
Techniques include balancing flow and fill, symmetrical gate location, selecting the appropriate gate type, minimizing pressure loss, controlling temperature, and utilizing simulation and testing.
7. What are some successful gate location strategies in silicone molding?
Successful strategies include minimizing air traps in complex designs, optimizing gate location for high-precision components, enhancing mold fill in multi-cavity molds, and reducing parting lines in consumer products.



